En operaciones de altos volúmenes, el método de esterilización deja de evaluarse por “qué tan conocido es” y pasa a medirse por lo que afecta el flujo de planta y la liberación.
Cuatro preguntas dominan la decisión. Cuánto tarda la liberación real, qué capacidad efectiva puede sostener semana a semana, qué nivel de control exige para operar de forma segura, y qué tan defendible queda el cumplimiento ante auditorías.
La quinta pregunta aparece cuando Compras y Finanzas hacen números. Cuál es el costo total de propiedad (Total Cost of Ownership, TCO) durante la vida útil del sistema.
Este comparativo se enfoca en dos rutas que, cuando ambas son técnicamente viables para el mismo producto y empaque, suelen entrar a evaluación en proyectos de alto volumen: esterilización terminal y óxido de etileno (EtO).
Antes de comparar los métodos de esterilización para altos volúmenes, confirma que el “vs” aplica para tu producto
El primer error en decisiones de esterilización para alto volumen es comparar tecnologías que no compiten por el mismo caso de uso.
Si el producto o el empaque hacen inviable una ruta, ya no existe un “versus”. Lo que existe es una segmentación por familias de producto y una estrategia por portafolio.
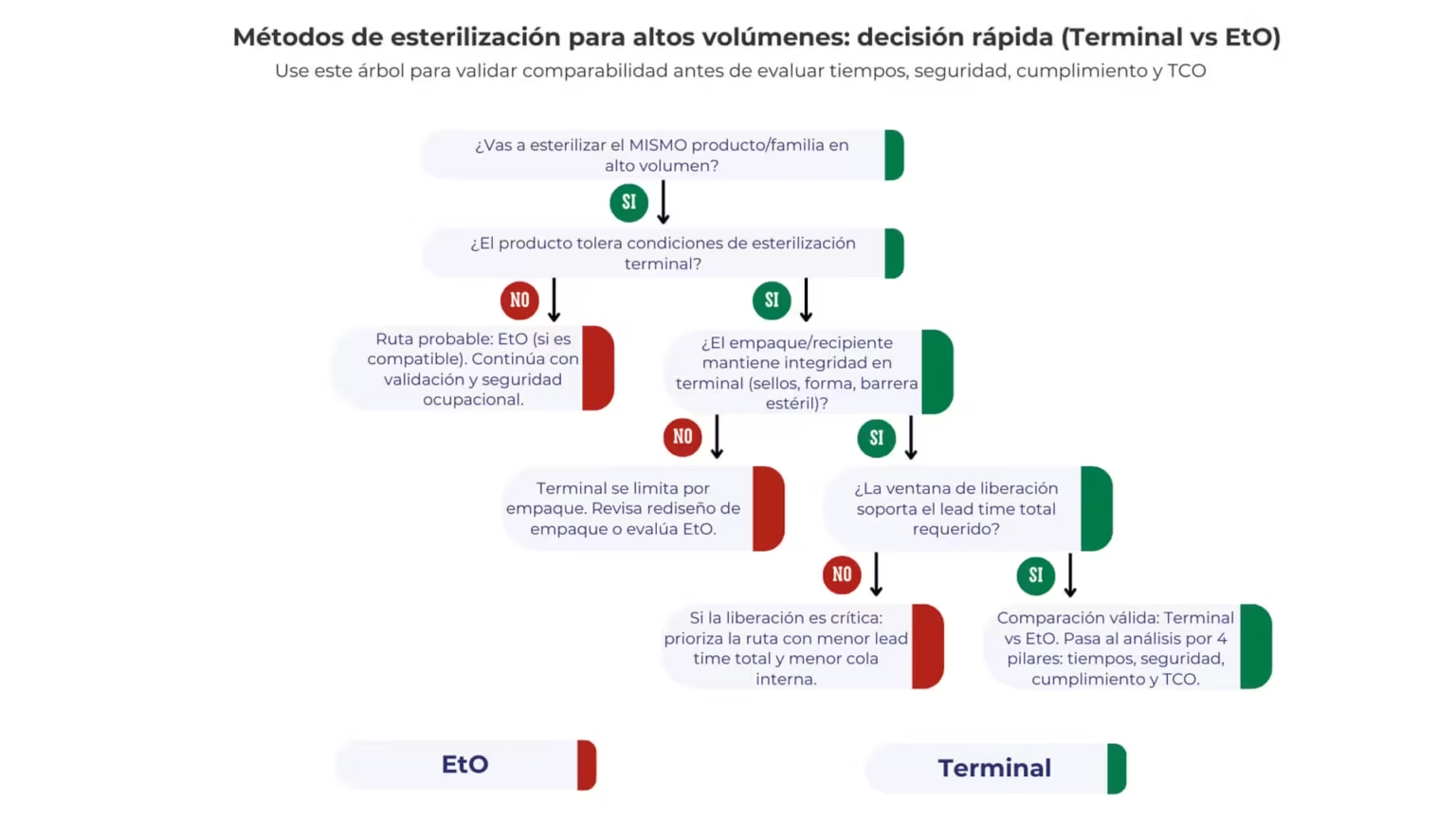
Compatibilidad del producto y del empaque
Una comparación seria comienza por validar que el producto tolere las condiciones del proceso y que el empaque mantenga integridad.
También se debe confirmar que la liberación final es consistente con el marco de cumplimiento aplicable y con tus criterios internos.
En EtO, además, la liberación puede depender del manejo de residualidad, un punto que ISO aborda de forma explícita para dispositivos esterilizados con EO mediante límites y métodos de cumplimiento.
Qué significa “alto volumen” en tu planta
Alto volumen no es una cifra universal. Se define por la relación entre demanda, turnos, mezcla de referencias y restricciones internas.
Si el cuello de botella está en staging, cuarentena o liberación documental, una “capacidad nominal” alta no resolverá el problema.
Por eso conviene definir el escenario con datos operativos reales, no con una carga ideal.
Un enfoque práctico es cruzar demanda semanal por familia, tamaño de lote, rotación, ventanas de despacho, y limitaciones de staging y almacenamiento.
Esta definición aterriza el análisis en el flujo real, que es donde aparecen los costos indirectos.
Criterios de decisión para elegir el método de esterilización para altos volúmenes
Comparar métodos de esterilización para altos volúmenes funciona cuando se usa el mismo marco para ambas tecnologías y se sostienen los mismos supuestos.
Lo que sigue organiza la decisión en cuatro bloques, más el TCO.
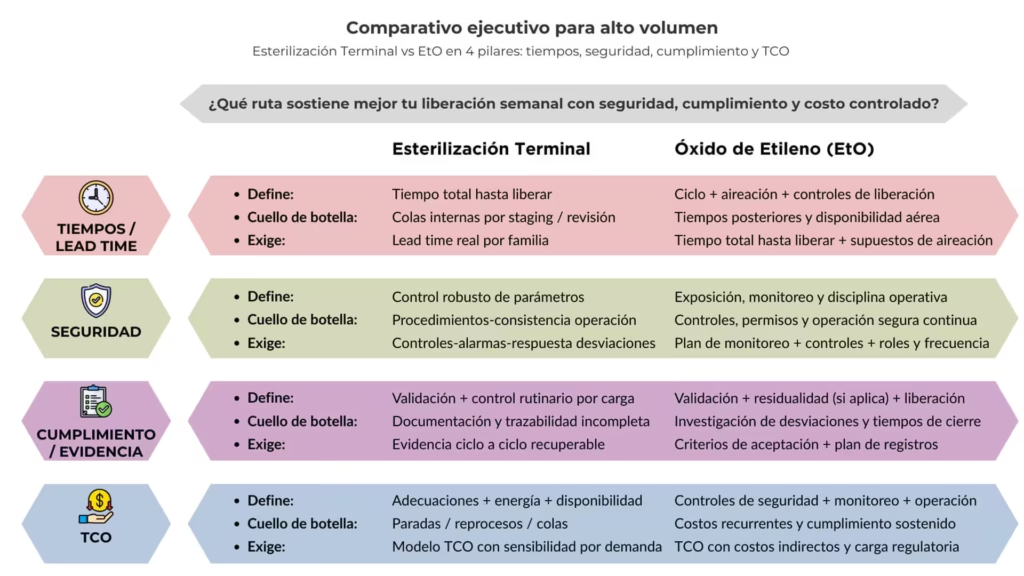
Tiempos: del ciclo al tiempo de liberación
En alto volumen, el indicador que define el desempeño no es el tiempo de ciclo aislado. Es el tiempo total hasta liberar.
Eso incluye preparación, ejecución, actividades posteriores, y colas internas por turnos, disponibilidad de personal o aprobación documental.
En EtO, el proceso básico incluye etapas como acondicionamiento previo y humidificación, introducción de gas, exposición, evacuación y lavados de aire.
CDC indica que este ciclo base toma aproximadamente 2,5 horas sin contar la aeración. Además, la aeración mecánica puede requerir 8 a 12 horas a 50–60 °C para favorecer la desorción de residuales.
CDC también señala que muchos esterilizadores modernos integran esterilización y aeración en la misma cámara como un proceso continuo.
Sin embargo, el tiempo de aeración sigue siendo un hecho operativo que puede afectar el lead time real.
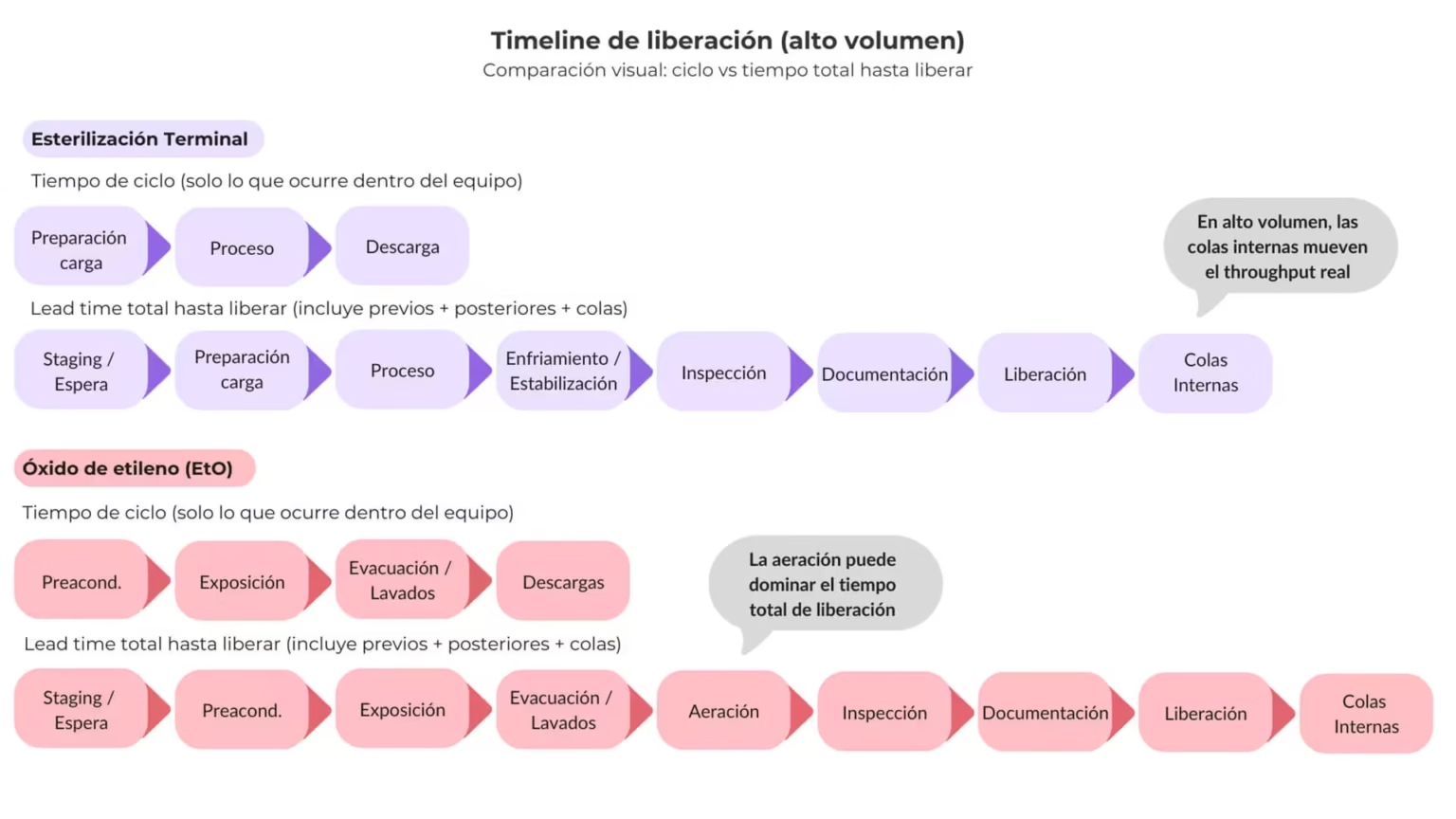
Qué compone el lead time total en alto volumen
El lead time total normalmente integra preparación y acondicionamiento de carga, ejecución del ciclo, enfriamiento o estabilización, inspecciones, documentación, y esperas internas.
Si el método exige tiempos posteriores para liberar, ese componente debe tratarse como parte del proceso, no como una actividad secundaria.
Este enfoque evita subestimar el impacto de colas internas en la capacidad semanal.
Throughput real: por qué la capacidad nominal no decide
El throughput real se define por fricciones repetitivas. Cambios de formato, mantenimiento, tiempos de carga y descarga, restricciones del empaque, paradas, desviaciones y reprocesos.
En alto volumen, una variación pequeña por ciclo se convierte en un impacto anual grande. Cuando se modela la capacidad efectiva, conviene trabajar con escenarios.
Un escenario de mezcla normal, uno de pico de demanda, y uno de contingencia con mantenimiento o reproceso por desviación. Esta lectura es más confiable que una capacidad “a laboratorio”.
Seguridad: controles sostenibles en operación continua
La seguridad no se evalúa por un listado genérico de riesgos. Se evalúa por lo que exige sostenerla día a día.
EtO, por su naturaleza, suele implicar controles más intensivos de exposición y procedimientos, además de monitoreo.
En esterilización terminal, la conversación de riesgo tiende a moverse hacia control robusto de parámetros, integridad del empaque y repetibilidad bajo carga real.
En ambos casos, el punto decisivo para un comprador es entender qué controles se requieren, quién los ejecuta y cómo se verifican.
Seguridad ocupacional: de la política al día a día
En esterilización con óxido de etileno (EtO), la seguridad ocupacional se sostiene con rutinas operativas, no con una política general.
El control debe cubrir los puntos donde puede existir exposición: carga/descarga, purgas, conexiones, fugas y etapas posteriores asociadas a la liberación.
El CDC recuerda que la aeración se usa para favorecer la desorción de residuales tóxicos de EtO en materiales expuestos.
Lo anterior convierte la gestión de aeración y residualidad en parte del control diario.
En la práctica, tres frentes suelen definir la complejidad. El primero es monitoreo de exposición.
El estándar de OSHA establece límites (PEL de 1 ppm como promedio ponderado de 8 horas y límite de excursión de 5 ppm en 15 minutos).
Adicionalmente, exige evaluaciones representativas de exposición, lo que implica mediciones, registros y acciones correctivas cuando aplique.
El segundo es la gestión de áreas reguladas y control de acceso cuando exista o se espere exceder límites, para reducir el número de personas expuestas.
El tercero es capacitación, procedimientos y, según la exposición, vigilancia médica prevista en el estándar.
Seguridad ambiental y tendencia regulatoria
Además del riesgo ocupacional, EtO ha recibido atención regulatoria significativa por su carácter de contaminante peligroso del aire.
La EPA anunció el 14 de marzo de 2024 enmiendas finales para fortalecer los estándares de tóxicos del aire aplicables a esterilizadores comerciales de EtO bajo NESHAP.
El Federal Register también documenta la acción final relacionada con la revisión de riesgo residual y tecnología para esta categoría.
Para un comprador, este punto se traduce en una pregunta práctica. Qué tan robusta es la estrategia de control y monitoreo hoy, y qué tan preparada queda la operación para sostener cumplimiento si la exigencia aumenta.
En alto volumen, cualquier requisito adicional se multiplica y termina afectando costos y cronogramas.
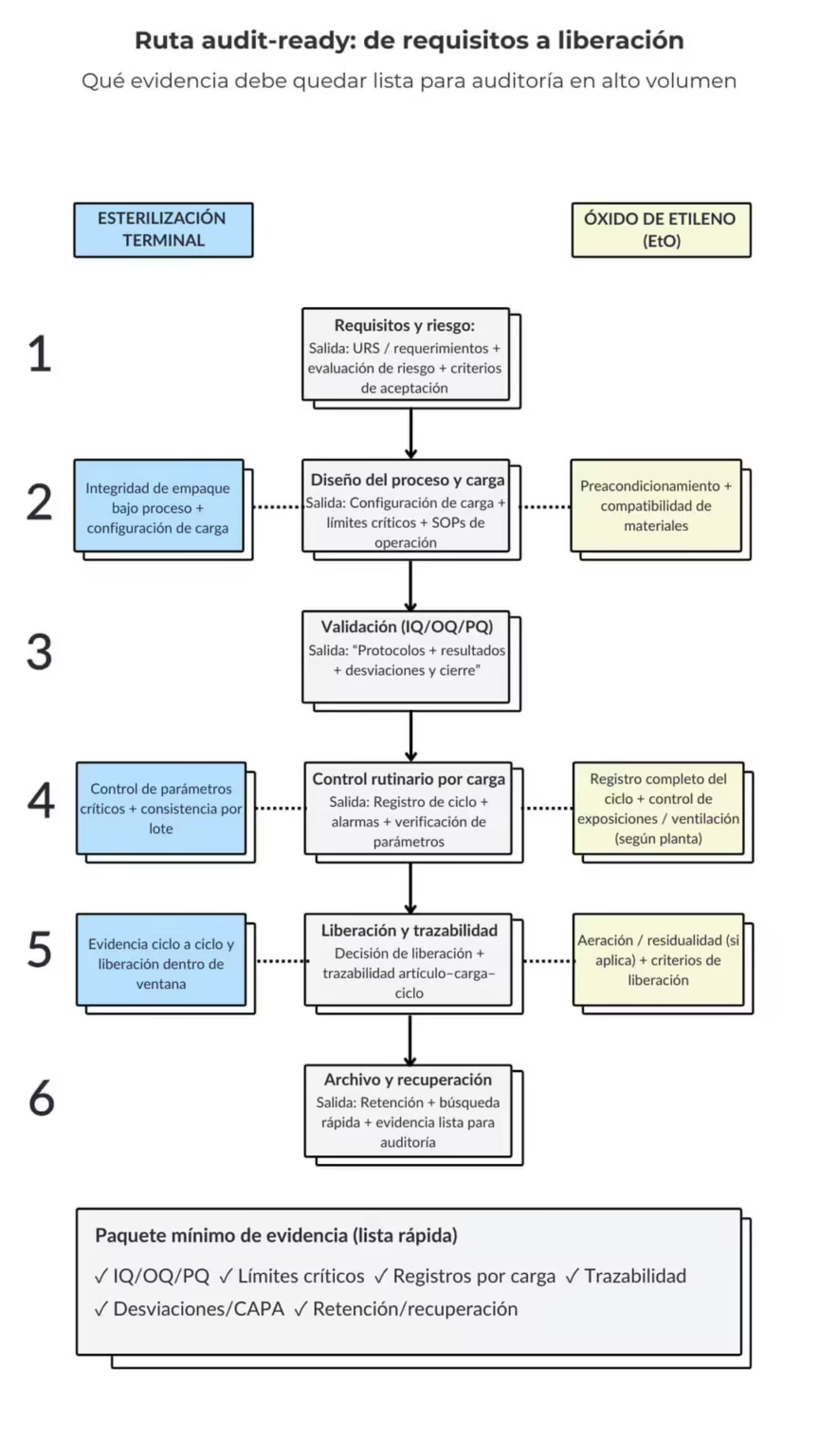
Cumplimiento y evidencia: la compra se defiende con registros
En entornos regulados, la decisión debe incorporar desde el inicio cómo se validará el proceso y cómo se controlará rutinariamente.
El eje es simple. Qué tan fácil será demostrar, con evidencia recuperable, que cada carga cumplió.
Marco normativo típico para óxido de etileno (EtO)
Para EtO, ISO especifica en ISO 11135:2014 requisitos para el desarrollo, validación y control rutinario de un proceso de esterilización con óxido de etileno para dispositivos médicos.
Cuando se requiere gestionar residualidad en dispositivos esterilizados con EO, la norma ISO 10993-7:2008 establece límites permitidos para residuales de EO y ECH.
Así mismo, los procedimientos de medición y métodos para determinar cumplimiento antes de liberar.
Marco normativo para procesos de calor húmedo y esterilización terminal
Para calor húmedo, ISO establece requisitos de desarrollo, validación y control rutinario en la norma ISO 17665.
Además, ISO señala que los procesos cubiertos incluyen, entre otros, sistemas de vapor, mezclas aire-vapor, y modalidades como water spray y water immersion.
La FDA también lista estándares de consenso reconocidos para esterilización por calor húmedo, reforzando su uso como referencia técnica en dispositivos.
Preferencia por esterilización terminal cuando sea viable
En el contexto farmacéutico, existe una preferencia explícita por esterilización terminal cuando el producto lo permite.
EMA indica que la esterilización terminal es preferida frente a filtración estéril y o proceso aséptico.
Esto se debe a que es letal para microorganismos y permite un nivel de aseguramiento de esterilidad calculable, validable y controlable.
En línea con ese principio, la FDA recoge en su guía de proceso aséptico la idea ampliamente aceptada de que los productos estériles deberían fabricarse usando proceso aséptico solo cuando la esterilización terminal es inviable.
Esto no implica que la esterilización terminal aplique a todo. Implica que, cuando la compatibilidad del producto y empaque lo permite, el argumento regulatorio suele ser más directo, y la defensa de evidencia puede ser más robusta.
TCO: costo total de propiedad que no se cae en operación
En alto volumen, el precio del equipo es una parte. El costo que define el proyecto suele estar en la operación y en los costos indirectos que aparecen cuando el flujo se traba.
Un TCO defendible separa inversión inicial y costos operativos. También incluye costos indirectos y sensibilidad.
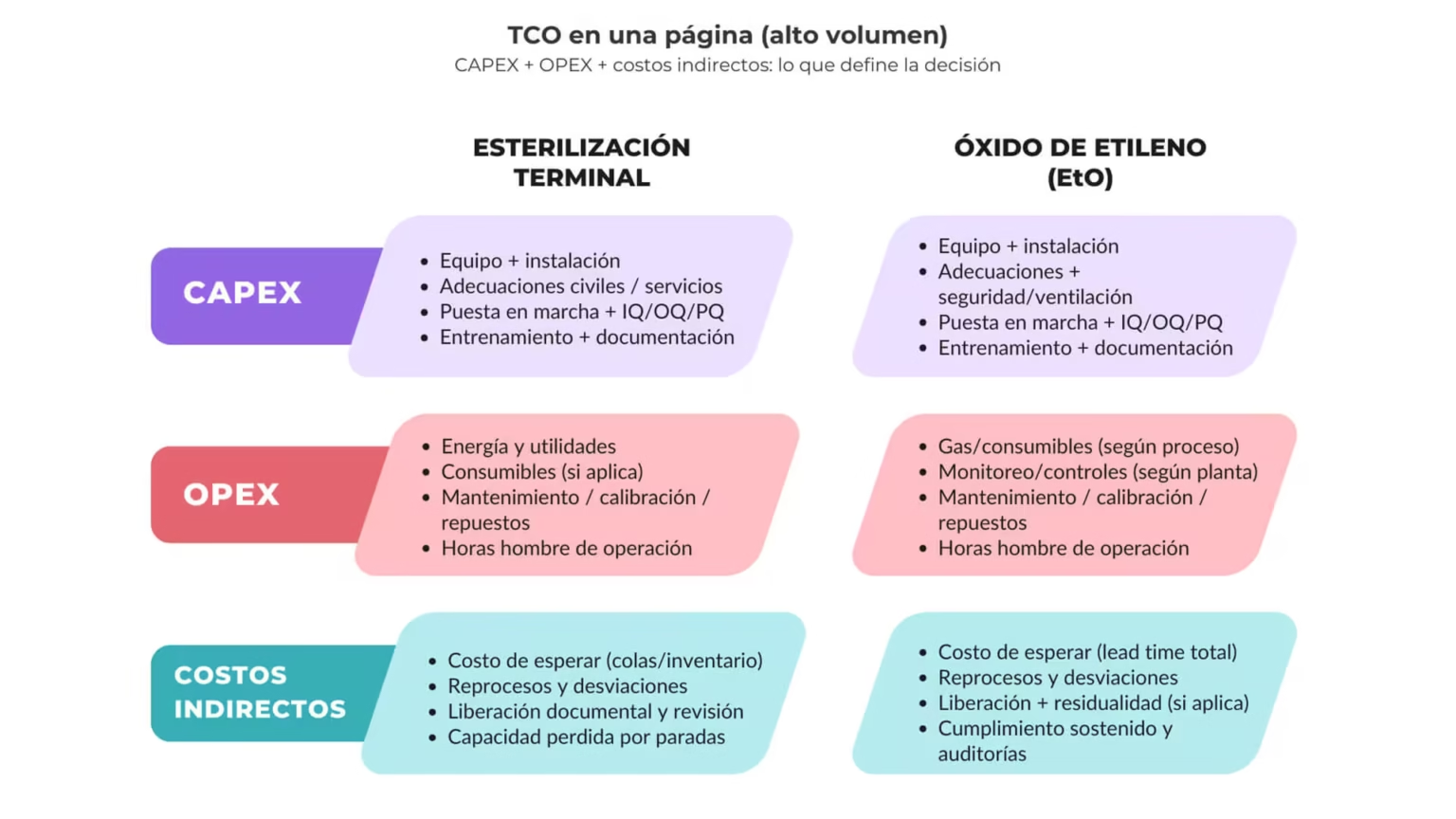
CAPEX: qué debe presupuestarse desde el inicio
- Costo del equipo,
- Adecuaciones civiles y de servicios industriales
- Sistemas de soporte y control
- Puesta en marcha
- Documentación
- Validación inicial
OPEX: el costo recurrente que se multiplica por el volumen
- Energía y servicios
- Consumibles
- Mantenimiento
- Calibraciones
- Repuestos
- Monitoreo cuando aplique
- Horas hombre de operación y liberación documental
- Gestión de excepciones como reprocesos o desviaciones
Costos indirectos: el lugar donde se define el ganador
Tres costos inclinan la decisión con frecuencia. El costo de esperar, el costo de reprocesar y el costo de sostener el cumplimiento.
Cuando la operación necesita entregas predecibles, los tiempos de cola pesan tanto como los consumos.
Evidencia y trazabilidad: el punto que vuelve la decisión ejecutable
El cierre útil de un comparativo no es una conclusión bonita. Es una forma de asegurar que la elección se sostenga ante auditoría, investigación o liberación.
En términos prácticos, la diferencia operativa se resume así. No basta esterilizar. Hay que poder demostrarlo ciclo a ciclo, con datos completos, coherentes y recuperables.
En alto volumen, esa capacidad reduce paradas, acelera investigaciones y evita que la liberación se convierta en un cuello de botella.
Qué pedir para cerrar la decisión con menos incertidumbre
A continuación tienes un paquete de información que un comprador puede usar para comparar sin depender de suposiciones.
1) Plantilla mínima de datos de planta
Define estos datos con valores reales, aunque sean rangos.
- demanda semanal por familia y variabilidad mensual
- tamaño de lote típico y máximo, turnos y ventana de despacho
- restricciones de staging, cuarentena y almacenamiento
- tasa histórica de reproceso por desviación y tiempo de investigación
- costo hora de operación y costo hora de detención de línea
Con esto, el comparativo deja de ser teórico y se vuelve un modelo operativo.
2) Preguntas técnicas al proveedor que evitan sorpresas
Pide que respondan con evidencia y supuestos claros.
- configuración de carga recomendada para tu mix y criterios de aceptación
- tiempos reales de operación por fase y condiciones que los alargan
- estrategia de control, alarmas, trazabilidad y recuperación de datos
- requisitos de infraestructura y servicios industriales, con layout típico
- plan de validación de alto nivel y expectativas de control rutinario
En EtO, exige que el proveedor distinga entre tiempo de ciclo base y tiempo total asociado a liberación, incluyendo aeración y controles.
Es importante resaltar que el CDC documenta que la aeración puede representar una porción importante del tiempo operativo.
3) Prueba o evaluación técnica con métricas que sí comparan
Define métricas observables.
- tiempo total hasta liberar en condiciones reales de planta
- throughput semanal con mezcla real y disponibilidad estimada
- porcentaje de tiempo perdido por colas internas y cambios de formato
- facilidad de investigación ante una desviación, con trazabilidad completa
- esfuerzo de seguridad y monitoreo, con responsabilidades por rol
Este set convierte una comparación en un plan de implementación.
Preguntas frecuentes (FAQ)
Depende de compatibilidad y del cuello de botella real. Si el producto y empaque permiten esterilización terminal y la prioridad es reducir tiempo total de liberación con estabilidad operativa, esa ruta suele ser más favorable. Si la compatibilidad obliga a EtO, la decisión puede ser correcta, pero debe modelarse con el tiempo total de proceso, incluyendo la aeración que CDC describe como 8 a 12 horas en aeración mecánica típica.
Porque el proceso no se limita a la exposición. CDC describe que el ciclo base puede durar aproximadamente 2,5 horas sin aeración, y que la aeración mecánica puede requerir 8 a 12 horas para favorecer desorción de residuales, lo que impacta lead time, rotación, espacio y manipulación.
ISO 11135 establece requisitos para desarrollo, validación y control rutinario del proceso EtO en dispositivos.
Para residualidad en dispositivos esterilizados con EO, ISO 10993-7 define límites permitidos, métodos de medición y determinación de cumplimiento para liberar.
ISO 17665 define requisitos para desarrollo, validación y control rutinario de esterilización por calor húmedo y señala que incluye modalidades como water spray y water immersion, relevantes para familias de procesos terminales basados en agua en ciertos usos.
Como referencia de control ocupacional, OSHA define un límite permisible de 1 ppm como promedio de 8 horas y un límite de excursión de 5 ppm en 15 minutos, además de obligaciones de monitoreo.
En paralelo, la EPA fortaleció en 2024 estándares para esterilizadores comerciales de EtO bajo NESHAP, reflejando una tendencia a mayor exigencia de control y monitoreo.