La esterilización de materiales sensibles al calor no es una opción viable en todos los casos.
Algunos dispositivos, consumibles o ensamblajes (electrónica, polímeros, óptica, sensores) no toleran los 121–134 °C y la humedad de la esterilización por vapor.
En estos casos entran en juego tecnologías de baja temperatura que garantizan un Nivel de Aseguramiento de Esterilidad (SAL) típico de 10⁻⁶.
Sin embargo, es muy importante contar con las validaciones y controles exigidos por normas internacionales.
Esta guía te ayudará a elegir, validar y operar la alternativa adecuada en entornos diferentes entornos.
Si estás en la industria farmacéutica, clínicas, hospitales, alimentos o en el sector energético, el siguiente artículo te dará un enfoque práctico para tomar decisiones.
Para asegurar el debido rigor, nuestra información se apoya en normas y guías oficiales (CDC, FDA, ISO, AAMI).
¿Qué entendemos por “materiales sensibles al calor”?
En esencia, los materiales sensibles al calor son aquellos componentes o equipos que cambian su desempeño, se deforman, se agrietan, se opacan o pierden propiedades por temperatura alta y/o por humedad.
Esto ocurre con mayor frecuencia de lo que parece cuando se combinan polímeros, adhesivos y electrónica en un mismo ensamble.
Por eso, además de piezas plásticas, suelen entrar en este grupo adhesivos, circuitos, sensores, óptica y empaques especiales.
En particular, algunos polímeros (por ejemplo, poliuretanos y ciertas poliamidas), además de sellos y elastómeros, pueden reaccionar con calor y humedad de forma impredecible.
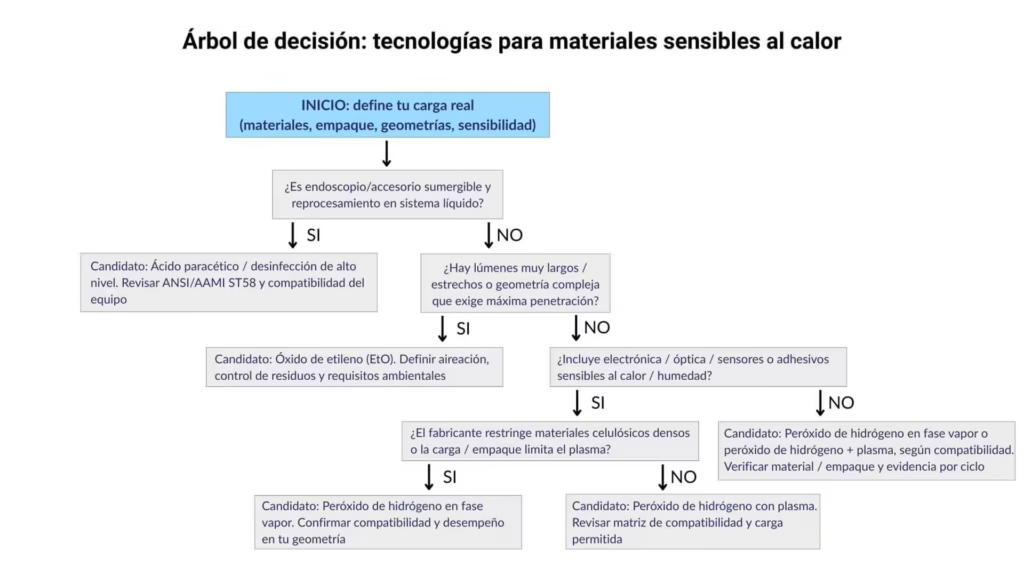
Cuando el vapor no es viable, la elección suele concentrarse en óxido de etileno (EtO), peróxido de hidrógeno en fase vapor (VHP) o peróxido de hidrógeno con plasma (HPGP).
Y en flujos específicos, como endoscopios compatibles con reprocesamiento líquido, aparece el ácido peracético (PAA) en sistemas líquidos.
Todas estas tecnologías están recogidas en la Guía de Desinfección y Esterilización del CDC (Centers for Disease Control and Prevention).
¿Cuáles son las tecnologías más usadas para la esterilización de materiales sensibles al calor?
Cuando el vapor no es una opción, la conversación deja de ser “qué equipo es más común” y pasa a ser “qué tecnología protege mejor el material sin sacrificar evidencia de esterilidad”.
En esterilización a baja temperatura, las alternativas más usadas comparten un mismo objetivo.
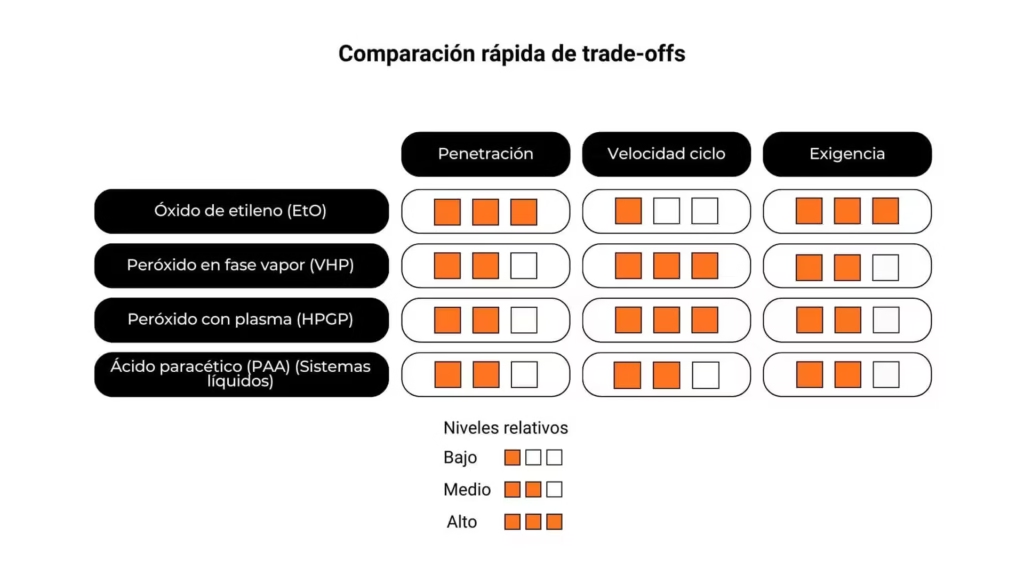
Sin embargo, se diferencian en tres puntos que cambian por completo el resultado que pueda obtenerse:
- Capacidad de penetración (especialmente en lúmenes y geometrías complejas)
- Compatibilidad con polímeros, adhesivos y electrónica
- Exigencias de validación, seguridad y residuos.
A continuación se presentan las tecnologías más frecuentes en industria, farmacéutica y entornos clínicos, con un enfoque práctico para entender cuándo conviene cada una.

Esterilización de materiales sensibles al calor con óxido de etileno (EtO)
El óxido de etileno es un gas esterilizante de alta penetración, ideal en componentes termosensibles que deben permanecer estériles.
Para algunos elementos como conjuntos complejos, lúmenes largos o cargas empaquetadas, el óxido de etileno suele mantener una ventaja técnica difícil de igualar.
Esta es la razón por la cual se usa de forma amplia en industria y también en algunas instalaciones de salud con flujos y controles adecuados.
En validación y control rutinario, la norma ISO 11135 es el eje técnico para desarrollar el proceso y sostenerlo en el tiempo (IQ/OQ/PQ).
Además, la FDA remite a las normas ISO 11135 e ISO 10993-7 para límites de residuos.
Antes de entusiasmarse con EtO, conviene mirarlo con lentes de ingeniería y de cumplimiento.
Funciona muy bien, pero exige disciplina operacional y su verdadero costo no está solo en el ciclo, sino en lo que implica después del ciclo.
Ventajas
El óxido de etileno suele ser una alternativa sólida cuando necesitas compatibilidad amplia y penetración profunda. En especial, destaca por estas razones:
- Es altamente compatible con muchos plásticos sensibles y con dispositivos complejos.
- Tiene alta aceptación regulatoria y una cadena de suministro global consolidada.
Limitaciones y consideraciones
La cara B del óxido de etileno es su complejidad operativa. Para que sea “audit-ready”, debes asumir:
- Tiempos de ciclo mayores frente a otras tecnologías.
- Aireación obligatoria y control de residuos conforme ISO 10993-7.
- Exigencias ambientales crecientes; la EPA ha endurecido reglas de emisiones por riesgos a la salud, lo que obliga a planificar cumplimiento y continuidad operativa.
Cuándo conviene
En términos prácticos, la esterilización de materiales sensibles al calor con óxido de etileno tiende a encajar cuando:
- Hay lúmenes largos, geometrías complejas y ensamblajes con electrónica.
- Se usan empaques porosos (por ejemplo, Tyvek®) y el requisito de penetración es alto.
Esterilización de materiales con peróxido de hidrógeno en fase vapor (VHP)
El peróxido de hidrógeno en fase vapor (VHP) trabaja a baja temperatura, típicamente entre 30–50 °C.
En lugar de “cocinar” la carga, el proceso se apoya en la acción oxidante del agente en fase vapor para lograr esterilidad con tiempos más ágiles.
Por su naturaleza, el método de esterilización con peróxido de hidrógeno en fase vapor se usa mucho en salud y en farmacéutica, especialmente cuando el entorno valora ciclos rápidos y residuos mínimos.
Una ventaja clave es que el agente se descompone en agua y oxígeno, lo que suele simplificar la gestión de residuos y los requisitos de verificación posteriores al ciclo.
El CDC y fabricantes líderes lo describen como una modalidad de baja temperatura habitual.
Aquí conviene introducir una idea que evita errores y es que aunque el VHP funciona muy bien, su desempeño depende de dos factores:
- Compatibilidad real de materiales y empaques
- Capacidad de penetración del sistema para la geometría específica.
Ventajas
VHP suele preferirse cuando quieres velocidad y limpieza operativa:
- Ciclos rápidos y sin residuos peligrosos persistentes.
- Buena compatibilidad con electrónica y óptica, siempre confirmando materiales y empaques.
Limitaciones
La principal limitación aparece cuando la geometría se vuelve “extrema”:
- Menor penetración que EtO en lúmenes largos o estrechos
- Compatibilidad condicionada por el material y el modelo del esterilizador
Cuándo conviene esterilizar materiales sensibles al calor con VHP
La esterilización de materiales sensibles al calor con peróxido de hidrógeno en fase vapor encaja especialmente cuando:
- El instrumental es sensible a humedad/temperatura, pero no presenta geometrías críticas extremas.
- Se requiere descontaminación de aisladores o salas con validaciones específicas por superficie/material.
Esterilización de materiales sensibles al calor con peróxido de hidrógeno + plasma (HPGP)
La esterilización con HPGP combina peróxido de hidrógeno en fase vapor con un estado de plasma para potenciar la acción microbicida y favorecer la eliminación de residuos.
Operativamente suele percibirse como un proceso “seco” y rápido, lo cual es atractivo en entornos donde el tiempo de rotación pesa.
Se usa en hospitales y también en fabricantes de dispositivos, según la naturaleza de la carga.
El CDC describe el peróxido de hidrógeno + plasma como tecnología de baja temperatura y la literatura técnica suelen compararlo con VHP en eficacia y compatibilidad.
En este punto, el criterio que manda es uno: carga permitida. Con HPGP, la disciplina no está solo en correr el ciclo, sino en diseñar carga, empaque y materiales sin violar restricciones.
Ventajas
La esterilización con peróxido de hidrógeno + plasma suele destacar cuando se busca rapidez y baja carga de residuos:
- Ciclos rápidos y secos, sin residuos significativos.
- Buena compatibilidad con diversos polímeros, siempre verificando listas del fabricante.
Limitaciones
Las restricciones se vuelven decisivas con ciertos materiales y configuraciones:
- Restricciones con materiales celulósicos densos y lúmenes muy largos
- Se debe revisar matriz de compatibilidad y especificaciones de carga.
Esterilización con ácido peracético (PAA) (sistemas líquidos)
El ácido peracético en sistemas líquidos se usa como esterilización química líquida y también como desinfección de alto nivel para endoscopios y equipos sumergibles compatibles.
En pocas palabras, aparece cuando el flujo exige reprocesamiento en medio líquido y el dispositivo está diseñado para ello.
La norma clave aquí es ANSI/AAMI ST58:2024, que reúne prácticas recomendadas para selección y uso de esterilizantes químicos y desinfección de alto nivel en salud.
En PAA la conversación es menos “qué tan rápido ciclo” y más “qué tan controlado está el proceso”.
Concentración, tiempo, temperatura, calidad del agua, compatibilidad del equipo y trazabilidad real son los factores determinantes.
Ventajas
La esterilización con ácido peracético resulta especialmente útil cuando se requiere acción efectiva en canales internos de endoscopios.
Sin embargo, es fundamental la trazabilidad de ciclos y parámetros.
Limitaciones
La operación exige rigor, porque hay riesgos materiales y de proceso por la corrosividad potencial sobre ciertos metales
Además exige un control estricto de concentración/tiempo y agua de reprocesamiento.
¿Cómo elegir la mejor tecnología de esterilización de materiales sensibles al calor?
Elegir no es “escoger la máquina” ni “comprar el consumible”. Es alinear cuatro cosas al mismo tiempo:
- La carga real,
- El empaque,
- El desempeño requerido
- La evidencia que vas a necesitar cuando te auditen o cuando ocurra un evento que exija trazabilidad.
Para tomar la decisión con criterio, conviene separar los factores en tres planos, porque cada plano te puede tumbar una alternativa aunque los otros dos se vean perfectos.
Criterios técnicos
Desde lo técnico, el primer filtro es la geometría y la penetración necesaria. Si hay lúmenes largos y conjuntos complejos, el óxido de etileno suele conservar su ventaja.
Si la geometría es razonable, VHP o HPGP pueden darte esterilidad con tiempos de rotación más favorables.
Luego viene la composición del material, y aquí aparece el error típico: validar por “familia de material” en lugar de validar el conjunto real.
Aditivos, recubrimientos, adhesivos y sellos pueden cambiar el resultado, así que las tablas de compatibilidad deben convertirse en requisitos explícitos dentro de la URS (User Requirements Specifications).
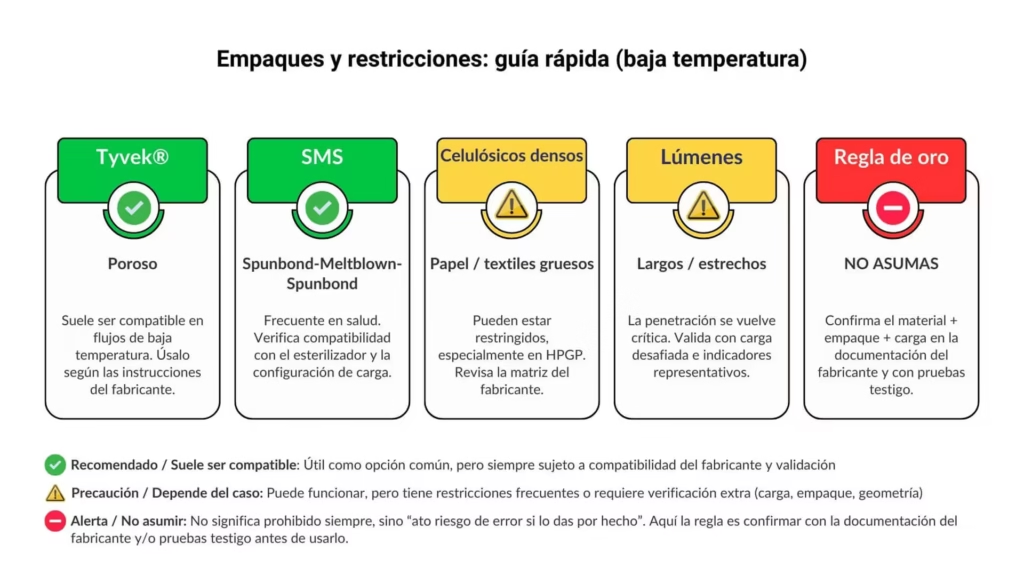
El empaque y la barrera estéril también mandan. Tyvek® y envolturas porosas específicas suelen jugar bien con EtO/VHP.
En HPGP, en cambio, evitar celulósicos densos suele ser una regla operativa relevante según el fabricante.
Finalmente, cuando hay sensores y electrónica, VHP/HPGP tienden a ser preferibles por menor estrés térmico y ausencia de humedad alta.
Aun así, nada reemplaza fichas de compatibilidad del fabricante y pruebas piloto con piezas testigo.
Por eso, antes de bajar a la lista de criterios, conviene “aterrizar” el análisis en lo que más condiciona el desempeño del proceso: la forma real de la carga.
En esterilización de baja temperatura, la compatibilidad puede decirte si un material sobrevive al ciclo, pero la geometría define si el agente llega a donde debe llegar.
Con esa idea en mente, el primer filtro técnico suele ser el siguiente:
- Geometría y penetración necesaria: EtO suele mantener ventaja para lúmenes largos y conjuntos complejos.
- Composición del material: validar compatibilidad química y estabilidad dimensional; usar recursos de compatibilidad como requisito en la URS.
- Empaque y barrera estéril: Tyvek® y porosos específicos para EtO/VHP; evitar celulósicos densos en HPGP.
- Sensores/electrónica: VHP/HPGP suelen ser preferibles; corroborar fichas y pruebas piloto.
Criterios regulatorios y de validación
En regulación y validación, el punto clave es que no basta “hacer IQ/OQ/PQ” (Calificación de Instalación/Calificación Operacional/Calificación de Desempeño)
La pregunta real es si tu proceso queda diseñado para sostenerse rutinariamente sin que cada auditoría se convierta en una crisis.
Para EtO, la norma ISO 11135 es el camino directo. ISO 14937 te da un marco general valioso para estructurar selección de agente, caracterización, control rutinario y enfoque de riesgos. En químico-líquido en salud, AAMI ST58 toma protagonismo.
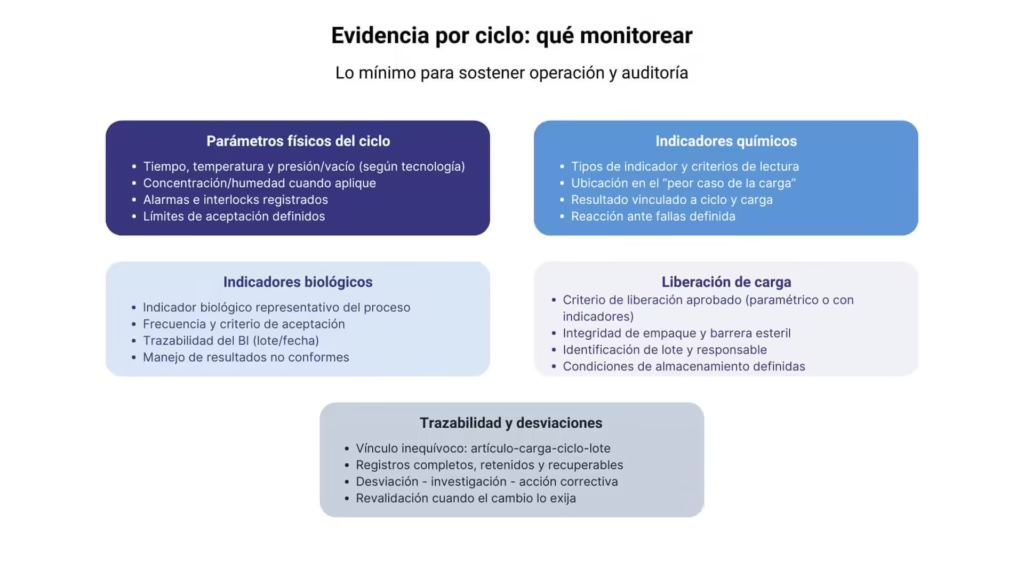
También debes dejar definidos controles de rutina que realmente soporten decisiones.
Parámetros físicos del ciclo, indicadores químicos y biológicos, y documentación que conecte ciclo–carga–empaque sin ambigüedades.
Si usas EtO, la gestión de residuos y aireación debe estar planificada desde el diseño del proceso, porque no es un “extra”; es parte del cumplimiento.
Con esa base, el siguiente paso es amarrar la decisión a un marco normativo claro que te permita validar el proceso y sostenerlo en operación rutinaria, con evidencia sólida para auditorías.
- Validación del proceso (IQ/OQ/PQ): ISO 11135 para EtO; ISO 14937 como marco general.
- Controles de rutina: indicadores físicos, químicos y biológicos según AAMI/ISO aplicable; documentación por ciclo/carga/empaque.
- Gestión de residuos/seguridad: en EtO, aireación y cumplimiento ISO 10993-7 más regulaciones ambientales.
Criterios económicos y de continuidad
El criterio económico no es solo CAPEX, ya que hay factores adicionales relevantes que impactan al negocio y a la operación.
De hecho, el costo total por ciclo, la capacidad por turno y el riesgo de parar el flujo por restricciones, desabastecimiento o cambios regulatorios son muy relevantes.
Aquí es donde el costo total de propiedad (TCO), considerando consumibles, tiempos de rotación de stock, espacio y mantenimiento, deja de ser teoría.
Si EtO forma parte del esquema, la continuidad deja de ser un tema teórico y se vuelve un criterio de diseño.
Esto se debe a que el contexto regulatorio y ambiental puede impactar disponibilidad, tiempos y capacidad operativa.
Por eso conviene evaluar dos frentes desde el inicio:
- TCO del ciclo: consumibles, rotación de stock, espacio, capacidad por turno.
- Riesgos de suministro y continuidad: regulación EtO → plan de contingencia y alternativas.
Compatibilidad de materiales y empaques en esterilización de materiales sensibles al calor
Esta sección es la que más evita reprocesos. La compatibilidad “en papel” sirve para empezar, pero lo que realmente te protege es convertirla en un requisito verificable.
Para lograrlo, materiales, aditivos, adhesivos, sellos, recubrimientos y empaque deben quedar trazados en una matriz de compatibilidad.
De esta forma el proceso se evalúa sobre el ensamble real y no sobre supuestos generales.
En polímeros y elastómeros, pequeñas variaciones de formulación pueden cambiar por completo el comportamiento frente al agente esterilizante.
Para el caso de electrónica y óptica, VHP suele valorarse por su buena compatibilidad y por la ausencia de residuos persistentes.
Sin embargo, esto no reemplaza una prueba piloto bien diseñada con piezas representativas.
Y en empaques, aunque Tyvek® y SMS suelen funcionar bien en muchos escenarios en HPGP conviene evitar materiales celulósicos densos cuando el fabricante lo restringe, porque allí es donde aparecen las sorpresas operativas.
Como recomendación de ingeniería, vale la pena llevar esto a un nivel práctico desde la Especificación de Requisitos del Usuario (User Requirements Specification, URS):
- Crea una matriz de compatibilidad por subconjunto (cables, conectores, óptica, elastómeros, sensores) y
- Exige muestras testigo para ciclar junto con la carga de validación.
Esa combinación te permite detectar degradación, cambios dimensionales o fallas de desempeño antes de que el problema aparezca en operación rutinaria.
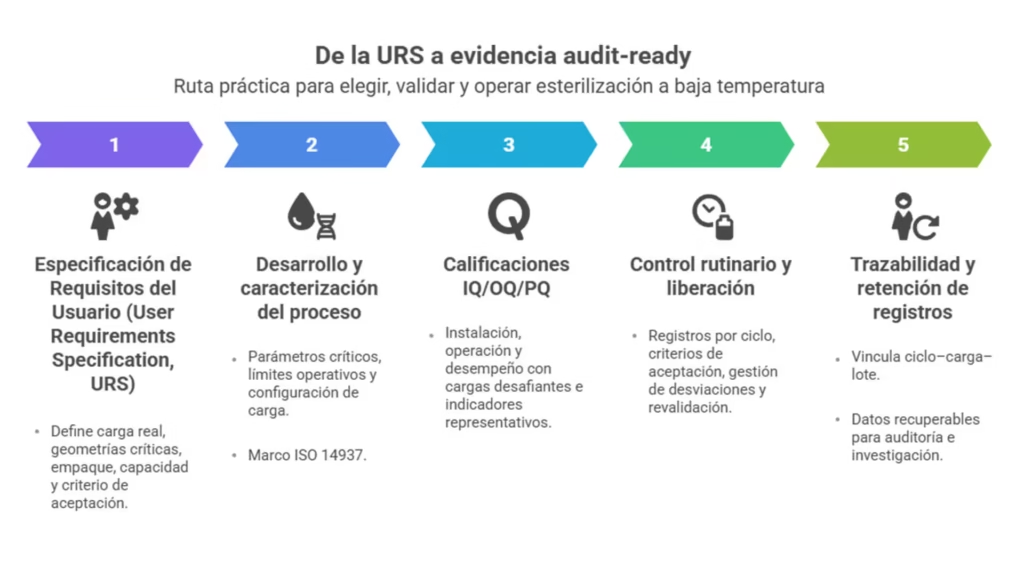
Validación, control y documentación (de la URS al lote rutinario)
Aquí conviene pensar el proceso como una línea continua, no como “proyecto de validación” y luego “operación”. Lo que no definas en URS vuelve como no conformidad en rutinario.
- URS (User Requirements Specification): define geometrías límite (lúmenes), materiales, empaques, carga máxima y criterio de aceptación (SAL).
- Desarrollo y caracterización del proceso: selección de agente y parámetros críticos (temperatura, concentración, humedad, tiempo, vacío, flujo). ISO 14937 entrega el marco general.
- IQ/OQ/PQ: IQ, OQ y PQ con cargas desafiantes e indicadores biológicos representativos. Para EtO, seguir ISO 11135; para químico-líquido en salud, AAMI ST58.
- Control rutinario: integradores químicos, biológicos y registro de parámetros; gestión de no conformidades y revalidaciones programadas. CDC resume buenas prácticas.
- Documentación y trazabilidad: codificación de lotes, retención de datos y aireación/residuos (si EtO) conforme FDA/ISO 10993-7.
Seguridad, medioambiente y cumplimiento
La selección de tecnología también es una decisión de seguridad y reputación.
Con EtO, el impacto ambiental y el riesgo para la salud pública dejaron de ser un tema secundario
Hoy pueden definir la viabilidad del proceso porque influyen en permisos, operación diaria y continuidad.
En VHP/HPGP, aunque el residuo final sea agua y oxígeno (H₂O + O₂), el peróxido sigue siendo un oxidante, por lo que exige ventilación, procedimientos consistentes y Equipo de Protección Personal (EPP).
En PAA, la eficacia es alta, pero requiere controlar corrosividad, compatibilidad de materiales y un manejo seguro del proceso.
¿Cómo es la aplicación de estas tecnologías en los sectores Farmacéutico, Salud y Energía?
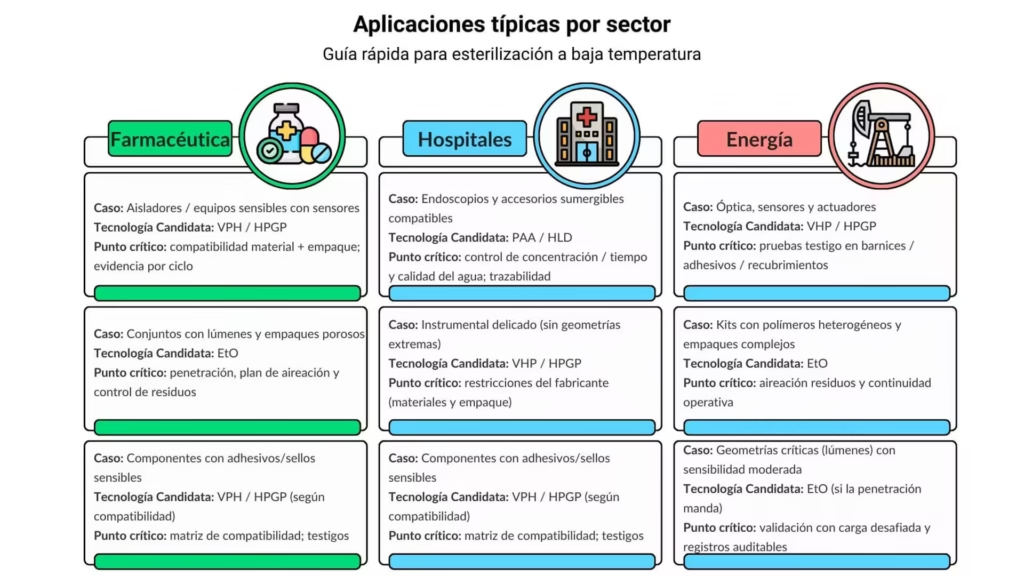
Aunque las tecnologías sean las mismas, la forma de aplicarlas cambia según el sector. En farmacéutica suele pesar la validación y el control documental.
Por otra parte, en salud pesa el flujo de reprocesamiento y la seguridad del paciente.
Finalmente, en energía/industria pesa la compatibilidad con electrónica, la continuidad operativa y la protección del desempeño del sistema.
Industria Farmacéutica
En farmacéutica, VHP/HPGP suele encajar muy bien cuando la carga incluye componentes y sensores en aisladores o equipos especialmente sensibles.
Esto se debe a que ofrece buena compatibilidad con electrónica y ciclos ágiles que ayudan a sostener productividad sin castigar materiales.
Por el contrario, cuando aparecen conjuntos con lúmenes y empaques porosos y la penetración se vuelve el factor decisivo, EtO suele conservar su ventaja.
La causa de lo anterior es su robustez y la aceptación global de sus esquemas de validación.
Clínicas y hospitales
Para endoscopios y accesorios sumergibles el ácido peracético (PAA) es el método de esterilización química líquida.
Así mismo, es la elección adecuada para desinfección de alto nivel (High-Level Disinfection, HLD).
La norma que rige este proceso es la ANSI/AAMI ST58 y los protocolos de reprocesamiento de la institución.
Para instrumental delicado, peróxido de hidrógeno con plasma (HPGP) o peróxido de hidrógeno en fase vapor (VHP) suelen ser opciones frecuentes.
Sin embargo, siempre es necesario que se valide compatibilidad y se respete el etiquetado e instrucciones del fabricante.
Energía/industria (laboratorios, mecatrónica, robótica médica)
En industria y energía, el foco suele estar en proteger óptica, sensores y actuadores, donde el estrés térmico puede afectar desempeño, calibración o integridad del ensamble.
En ese contexto, peróxido de hidrógeno en fase vapor (VHP) o peróxido de hidrógeno con plasma (HPGP) ayudan a trabajar a baja temperatura.
No obstante es conveniente exigir pruebas con piezas testigo cuando existen barnices, adhesivos o recubrimientos sensibles.
La causa: ahí es donde aparecen degradaciones que no se ven a simple vista en el primer ciclo.
Cuando se trata de kits con polímeros heterogéneos y, además, hay lúmenes o empaques complejos que requieren alta penetración, óxido de etileno (EtO) puede ser la alternativa más estable.
Sin embargo, es necesario que el plan de aireación y control de residuos quede definido desde el inicio del proceso.
Próximo paso: cómo aterrizar tu URS para materiales sensibles al calor
Cuando la esterilización es de baja temperatura, el éxito no se decide en el “nombre” de la tecnología.
La selección depende de la claridad con la que defines la carga y en la evidencia que puedes sostener ciclo a ciclo.
Una Especificación de Requisitos del Usuario (User Requirements Specification, URS) bien construida te evita validar un proceso que luego no aplica a tu operación real.
Además te protege cuando llega una auditoría o aparece una no conformidad.
Si estás evaluando EtO, VHP, HPGP o PAA para materiales sensibles al calor, el mejor siguiente paso es aterrizar tu caso con datos concretos:
- Geometrías críticas
- Materiales y empaques
- Capacidad requerida
- Requisitos de trazabilidad y controles
- Marco normativo aplicable.
Con esa información puedes comparar opciones con rigor, definir un plan de validación sólido (IQ/OQ/PQ) y asegurar que la alternativa elegida no solo “funcione”, sino que sea defendible, repetible y sostenible en el tiempo.
Preguntas frecuentes (FAQ)
Porque temperatura y humedad pueden deformar o degradar polímeros, adhesivos, electrónica y óptica; las tecnologías de baja temperatura evitan daños manteniendo el SAL requerido.
No. EtO sigue siendo imprescindible para muchas cargas complejas; sin embargo, las exigencias ambientales crecieron (controles y monitoreos). La FDA reconoce que otras modalidades no sustituyen completamente al EtO hoy.
Ambas usan H₂O₂, pero el proceso difiere (vapor vs. plasma), lo que impacta compatibilidad y desempeño en lúmenes; conviene validar por modelo de equipo y material.
Los sistemas de PAA pueden realizar esterilización química líquida para dispositivos sumergibles (además de HLD), siguiendo AAMI ST58 y las IFU del fabricante.
Usa tablas de compatibilidad (p. ej., para H₂O₂ con policarbonato y elastómeros) y cicla muestras testigo en validación.
Físicos (tiempo, temperatura, presión, concentración), químicos e biológicos, conforme guías CDC/AAMI/ISO, con registros trazables por lote.