Modernizar las áreas de la central de esterilización no es un proyecto “solo de obra” ni “solo de equipos”. En un hospital, la central de esterilización funciona como una unidad de proceso.
Recibe dispositivos contaminados, los devuelve a un estado seguro para el paciente y sostiene la continuidad operativa de cirugía, urgencias y hospitalización.
Por eso, cuando el diseño se queda corto (cruces de flujo, reprocesos, cuellos de botella, falta de trazabilidad), el impacto se refleja en tiempos, costos y riesgo.
Una modernización bien planteada de las áreas de la central de esterilización parte de tres ideas simples:
- flujo unidireccional sucio–limpio–estéril
- barreras físicas y ambientales coherentes
- evidencia verificable del control del proceso.
A partir de ahí, la tecnología se convierte en un acelerador, no en un parche.

Panorama y razones para modernizar las áreas de la central de esterilización
En la práctica, una central de esterilización hospitalaria opera como un sistema productivo con variabilidad alta.
Picos de demanda por programación quirúrgica, sets complejos con lúmenes, dispositivos sensibles al calor y urgencias son contingencias que rompen cualquier “plan ideal”.
Cuando las áreas de la central de esterilización están modernizadas, se nota porque la variabilidad no se traduce en improvisación.
Hay capacidad, rutas claras, controles definidos y trazabilidad que permite tomar decisiones con datos.
El Centro para el Control y la Prevención de Enfermedades de Estados Unidos (CDC) insiste en que la efectividad de desinfección y esterilización depende de limpiar adecuadamente antes del proceso.
Adicionalmente, de aplicar métodos validados, de forma consistente, en entornos asistenciales.
Esa lógica encaja perfecto con la modernización: no se trata de “hacer más rápido”, sino de hacer más confiable y repetible
Impacto en quirófanos, hospitalización y urgencias
Cuando el flujo mejora, disminuyen reprocesos y tiempos muertos. Además, la disponibilidad de instrumental se vuelve predecible.
Esa previsibilidad reduce cancelaciones, acelera recambio de salas y evita prácticas de riesgo (por ejemplo, “forzar” cargas o saltarse inspecciones).
En términos de operaciones, modernizar las áreas de esterilización hospitalaria suele traer beneficios silenciosos.
De hecho, el principal es que hay menos fricción entre servicios, porque la central deja de ser un cuello de botella impredecible.
Impacto en seguridad del paciente y control de infecciones
El reprocesamiento existe para romper una cadena de transmisión. Por eso, el CDC recomienda que las áreas de procesamiento central se dividan idealmente en al menos tres:
- descontaminación
- empaque/ensamble
- esterilización/almacenamiento
Adicionalmente deben tener barreras físicas que separen descontaminación de las otras secciones para contener contaminación en los artículos usados.
Ese principio es el fundamento práctico de “sucio–limpio–estéril”.
Señales de alerta que indican que el diseño actual ya no alcanza
Algunas señales aparecen como “problemas operativos”, pero casi siempre nacen del diseño y la zonificación.
Cruces de flujo y retrabajos
Si el material contaminado cruza rutas con material limpio, o si el personal debe “devolverse” entre zonas, las áreas de la central de esterilización están trabajando contra su propio diseño.
Con el tiempo, esto sube la tasa de reproceso y aumenta el riesgo de contaminación cruzada.
Problemas de secado, empaques y almacenamiento
Cargas con secado inconsistente, paquetes que se humedecen o se dañan en almacenamiento y estériles ubicados en áreas de alto tránsito son síntomas de barreras débiles.
La International Joint Commission, al hablar de almacenamiento de suministros estériles, resume un consenso frecuente en guías basadas en evidencia.
Las áreas deben estar limpias, bien ventiladas además de protegerlas contra polvo y extremos de humedad y temperatura.
Trazabilidad débil y liberación sin evidencia suficiente
Cuando la liberación de una carga depende de “confianza” y no de criterios trazables, el hospital se queda sin evidencia sólida ante incidentes, auditorías o investigaciones de fallas.
Una modernización debe convertir la trazabilidad en una herramienta diaria, no en un registro administrativo.
Normas y referencias técnicas que orientan el diseño y la operación
Modernizar las diferentes áreas de la central de esterilización hospitalaria requiere un marco normativo y técnico que permita tomar decisiones defendibles.
Adicionalmente, exige estandarizar el proceso y demostrar control ante auditorías y equipos clínicos.
Por eso, antes de hablar de layout, equipos o trazabilidad, conviene revisar qué dicen las normas de central de esterilización en Colombia.
Además, conocer cuáles guías internacionales sirven como referencia para complementar ese marco con criterios de validación, seguridad y calidad del reprocesamiento.
Normas para una central de esterilización en Colombia
En Colombia, un referente central es la Resolución 2183 de 2004, que adopta el Manual de Buenas Prácticas de Esterilización.
Este manual está dirigido a prestadores de servicios de salud y representa una herramienta clave para procesos y actividades de centrales de esterilización.
Esta resolución es útil porque establece un marco mínimo, pero además abre una puerta importante: permite adoptar otro manual siempre que tenga evidencia científica que pruebe su efectividad.
Eso, bien interpretado, habilitas modernizaciones alineadas con guías internacionales cuando el hospital lo requiere.
Manual de Buenas Prácticas y exigencias institucionales
Para un proyecto real, el hospital debería cruzar su manual interno, su programa de prevención y control de infecciones y sus requerimientos de habilitación/gestión de calidad.
En ese ecosistema, la central no es un “servicio aislado”; por el contrario, es parte del sistema de seguridad del paciente.
Guías y estándares internacionales que conviene usar como marco
Los estándares internacionales no reemplazan la normatividad local; la complementan con criterios técnicos verificables.
Reprocesamiento, limpieza, desinfección y esterilización en entornos asistenciales
Este procedimiento está basado en la guía del CDC (Disinfection and Sterilization in Healthcare Facilities, 2008).
Este documento reúne recomendaciones basadas en evidencia sobre métodos preferidos de limpieza, desinfección y esterilización de dispositivos de atención al paciente.
Estándares para esterilización por vapor y control del proceso
La norma ISO 17665 define requisitos para el desarrollo, validación y control rutinario de procesos de esterilización por calor húmedo.
Con foco en procesos validados, controlados y monitoreados, esta norma es clave: modernizar no es solo “tener esterilizadores”, es demostrar control.
Requisitos para empaque y mantenimiento de la esterilidad hasta el punto de uso
La norma ISO 11607-1 especifica requisitos y métodos de prueba para materiales y sistemas de barrera estéril.
Estos requisitos están destinados a mantener la esterilidad de dispositivos que han sido sometidos a un proceso de esterilización terminalmente hasta el punto de uso.
Así mismo, está normatividad aplica también a instalaciones de salud que empacan y esterilizan internamente.
Seguridad de equipos y requisitos de desempeño en lavado/desinfección
Para equipos como esterilizadores y lavadoras desinfectadoras, la norma IEC 61010-2-040 establece requisitos de seguridad eléctrica.
Por otra parte, para lavadoras desinfectadoras, la norma ISO 15883-1 define requisitos generales para limpieza y desinfección de dispositivos médicos reutilizables.
¿Cómo dividir las áreas de la central de esterilización y determinar funciones y límites?
Dividir correctamente las áreas de la central de esterilización no consiste solo en asignar nombres a cada zona.
Se trata de definir un flujo lógico y seguro, con funciones claras y límites operativos que eviten cruces entre material contaminado y material ya procesado.
En una central de esterilización hospitalaria, esta separación suele organizarse en torno al principio sucio–limpio–estéril.
Adicionalmente, debe estar apoyado por barreras físicas y reglas de operación que permitan controlar el riesgo y mantener la consistencia del reprocesamiento.
Con esa base, se vuelve más sencillo establecer qué actividades pertenecen a cada zona y cuáles deben evitarse para proteger la calidad del proceso.

Qué sucede en cada una y qué no debería suceder allí
En el área sucia, se recibe y descontamina; allí no deberían entrar estériles ni material ya preparado.
En el área limpia, se inspecciona, ensambla, empaca y rotula; allí no deberían ingresar contenedores contaminados.
En el área estéril, se esteriliza, se gestiona la liberación y se almacena; allí no deberían realizarse tareas húmedas ni manipulación innecesaria que comprometa el empaque.
Cómo se divide el área de esterilización en la práctica hospitalaria
La modernización suele traer más detalle dentro de cada zona, porque el control mejora cuando las funciones están claramente asignadas.
Subzonas habituales dentro de un flujo moderno
Las zonas que más comúnmente se determinan dentro de la central de esterilización hospitalaria son:
- recepción y clasificación
- lavado manual
- lavado automatizado
- secado
- inspección con aumento
- empaque
- zona de esterilizadores
- descarga y enfriamiento
- liberación/cuarentena
- almacenamiento estéril.
La clave no es tener “más cuartos”, sino que cada subzona reduzca manipulación y elimine decisiones ambiguas.
Qué separaciones deben ser físicas y cuáles pueden ser operativas
La AORN (Association of periOperative Registered Nurses), en sus Guidelines for Perioperative Practice, indica que el área de procesamiento estéril debe tener como mínimo dos áreas separadas (descontaminación y área limpia).
Las zonas deben estar separadas por una pared con puerta o una ventana de paso (pass-through) para mover instrumental de forma eficiente.
Al modernizar la central de esterilización, esa separación física debe ser el punto de partida para luego rediseñar la zonificación interna.
Principio sucio–limpio–estéril: por qué no admite atajos
Un flujo unidireccional evita el contacto (directo o indirecto) entre lo contaminado y lo limpio.
En la vida real, los “atajos” nacen cuando el layout obliga a caminar de más, cuando faltan accesos o cuando el almacenamiento está mal ubicado.
Modernizar las diferentes áreas de la central de esterilización es eliminar las causas del atajo.
Puntos críticos donde suelen ocurrir cruces
Los cruces más frecuentes aparecen en puertas compartidas, corredores sin señalización, ventanas de paso mal ubicadas, y almacenamiento de estériles cerca de rutas de devolución.
Por eso, en proyectos de ingeniería sanitaria se diseña pensando en personas, equipos y materiales como flujos separados, no como un solo “camino”.
Diseño físico y layout de las áreas de la central de esterilización: cómo construir flujos sin cruces ni retrocesos
Un diseño robusto de la central de esterilización hospitalaria se reconoce porque el flujo “se entiende solo”.
El material avanza en una dirección, las barreras evitan cruces y cada zona está ubicada para reducir traslados y manipulación innecesaria.
En este punto, el layout deja de ser un tema estético y se vuelve una herramienta de control del riesgo.
Por eso, antes de entrar al detalle de las áreas sucia, limpia y estéril, conviene empezar por el primer eslabón del proceso.
Este primer paso debe definir cómo se recibe el material desde el punto de uso y cómo se mueve dentro del hospital sin comprometer la separación sucio–limpio–estéril.

Recepción y transporte interno desde el punto de uso
Un flujo sólido empieza antes de la central. Si el material llega sin identificación, con derrames o sin contención adecuada, la central hereda un riesgo que luego es difícil de controlar.
Cuando se decide modernizar la central se definen contenedores, rutas, tiempos y reglas claras de traslado para disminuir exposición y mantener trazabilidad desde el origen.
Contenedores, rutas, tiempos y control de derrames
Aquí conviene que el hospital estandarice rutas “de retorno” que no crucen áreas limpias, con contención adecuada y limpieza de carros definida.
Esta estandarización reduce la variabilidad y le devuelve a la central el control sobre su entrada.
Clasificación inicial y segregación por riesgo
Es fundamental separar desde el inicio por tipo de dispositivo, presencia de lúmenes, fragilidad y compatibilidad con lavado automatizado.
Este paso ayuda a evitar que la descontaminación se vuelva una cola única donde todo espera lo mismo.
Área sucia o de descontaminación
Dentro de las áreas de la central de esterilización, la zona sucia es la de mayor exposición y la que más demanda establecer procesos de ingeniería práctica.
Además, es donde se “gana o pierde” la limpieza, y sin limpieza adecuada no existe esterilización confiable.
Lavado manual: ergonomía, salpicaduras y control de aerosoles
Aunque exista automatización, el lavado manual seguirá siendo necesario para algunas geometrías y situaciones.
Por eso, la modernización debe mejorar ergonomía, superficies lavables, y condiciones que reduzcan salpicaduras.
El objetivo es que el proceso sea seguro para el personal y consistente para el resultado.
Lavado automatizado: lavadoras termodesinfectadoras, racks y lúmenes
La norma ISO 15883-1 es relevante porque sitúa el desempeño de lavadoras desinfectadoras como un tema medible.
No es solo “tener una máquina”, es cumplir requisitos de limpieza y desinfección con accesorios adecuados para lograr la performance.
En la práctica, una modernización efectiva incorpora racks correctos, conexiones para lúmenes y protocolos de carga que eviten sombras, bolsas de aire y fallas de cobertura.
Secado: por qué es un control de calidad, no un paso “final”
El secado no es “cosmético”. La humedad residual puede afectar el empaque, favorecer corrosión o comprometer la integridad del conjunto.
Por eso, las estaciones de secado (incluyendo secado interno para lúmenes) suelen ser una de las inversiones más rentables cuando el hospital sufre de reprocesos y cargas repetidas.
Área limpia: inspección, armado y empaque
La zona limpia es donde se transforma “un dispositivo limpio” en “un dispositivo listo para esterilizarse y mantenerse estéril hasta el punto de uso”.
Inspección con aumento e iluminación: reducción de fallas y reprocesos
Las fallas típicas que disparan reproceso nacen aquí: residuo no detectado, instrumental incompleto, mecanismos rígidos o dañados.
La modernización debería incluir puestos de inspección con buena iluminación, aumento, superficies limpias y una organización que reduzca el error humano.
Armado de sets y verificación funcional
Un set debe armarse con criterios consistentes: orden lógico, protección de puntas, compatibilidad con el método de esterilización y densidad que permita penetración del agente esterilizante.
Aquí, la estandarización del armado y la documentación del set son tan importantes como el equipo de esterilización.
Empaque y rotulado: densidad, materiales y consistencia del proceso
La norma ISO 11607-1 recuerda una idea central: el sistema de barrera estéril debe mantener esterilidad hasta el punto de uso.
Esto aplica también a instalaciones de salud que empacan y esterilizan internamente materiales para procedimientos quirúrgicos.
Por eso, modernizar el empaque implica revisar materiales, sellado, rotulado, y manejo para evitar daños o eventos que comprometan la barrera.
Área estéril: esterilización, liberación y almacenamiento
En el área estéril se consolida el trabajo realizado en la descontaminación y en el área limpia.
Es aquí donde se ejecuta el ciclo de esterilización, se verifica que la carga cumpla criterios de liberación y se protege el material hasta su distribución.
Por eso, el diseño de esta zona debe minimizar la manipulación, controlar el tránsito y mantener condiciones ambientales estables.
Dentro de esa lógica, la zona de carga y descarga es un punto crítico, porque un error allí puede romper el principio sucio–limpio–estéril incluso si el resto del proceso está bien ejecutado.
Zona de carga y descarga: barreras y control de manipulación
En el diseño, es común separar carga/descarga y controlar rutas para evitar que “lo que sale” se cruce con “lo que entra”.
Cuando se usan equipos de doble puerta (paso), el diseño puede reforzar la unidireccionalidad.
Liberación de carga: criterios y documentación
Liberar no es “terminó el ciclo”. En modernización, se define qué se revisa (parámetros físicos del ciclo, controles internos, integridad del empaque, rotulado) y quién autoriza la liberación, con trazabilidad de la decisión.
En una central moderna, la liberación no es un trámite: es una decisión basada en evidencia.
Para facilitarla en el día a día, este árbol resume el criterio operativo para liberar, retener o reprocesar una carga sin depender de interpretaciones.
Almacenamiento estéril: protección ambiental y reglas de manejo
El almacenamiento de material estéril a menudo se trata como un tema secundario, cuando en realidad es una extensión directa del control del proceso.
Es allí donde se define si la esterilidad se conserva o se pone en riesgo antes del uso del material procesado.
La International Joint Commission coincide con el enfoque de múltiples guías al insistir en que estas áreas deben mantenerse limpias.
Adicionalmente, con buena ventilación y protegidas del polvo, la humedad y de variaciones extremas de temperatura.
Por eso, un almacenamiento moderno se diseña para proteger el empaque y reducir eventos de manipulación.
Organiza ubicaciones, limita el tránsito, evita compresión y establece reglas de rotación y manejo que disminuyen reprocesos y pérdidas por integridad comprometida.

Condiciones ambientales e infraestructura crítica
Las condiciones ambientales son una “barrera invisible” dentro de las áreas de la central de esterilización.
Aunque no siempre se perciben a simple vista, existen variables que influyen en la contención de contaminantes en la zona sucia y en la protección del material ya limpio o estéril.
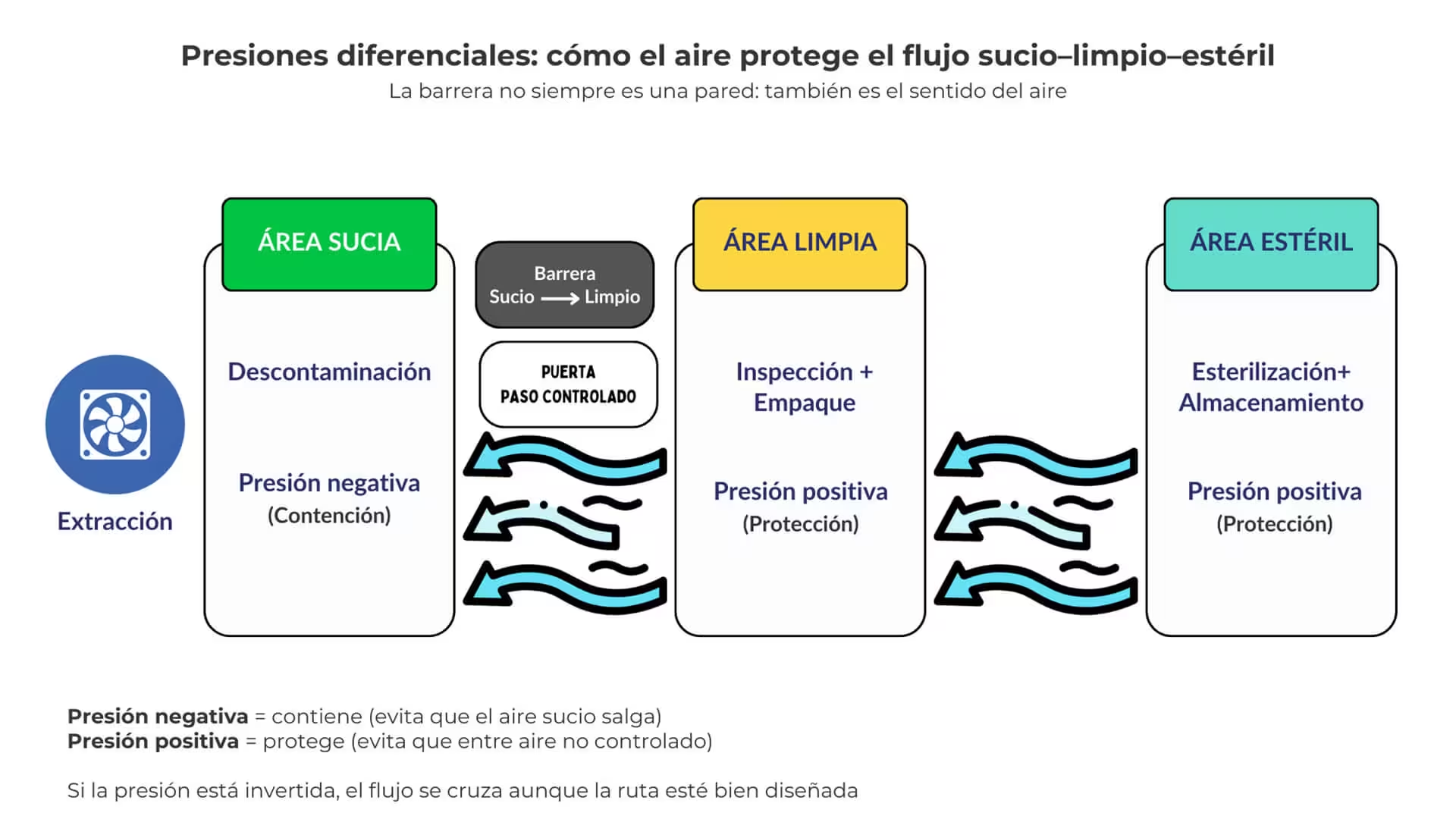
Las más relevantes son el movimiento del aire, la presión entre salas y el control de humedad
Por eso, al modernizar una central de esterilización hospitalaria, la ventilación y las presiones diferenciales deben diseñarse en coherencia con el flujo sucio–limpio–estéril.
De esta manera el ambiente trabajará a favor del proceso y no en contra.
Ventilación y presiones diferenciales
Aunque cada hospital define parámetros según su ingeniería y normativa aplicable, el principio es estable: contener contaminación en área sucia y proteger área limpia y estériles.
Además, la international Joint Commission vincula requisitos de ventilación, temperatura y humedad con estándares técnicos de instalaciones hospitalarias.
Por qué se usa presión negativa en descontaminación
La presión negativa ayuda a evitar migración de contaminantes hacia áreas limpias.
En descontaminación, esto es especialmente valioso por aerosoles y manipulación de material contaminado.
Por qué se prefiere presión positiva en áreas limpias y almacenamiento
La presión positiva en áreas limpias y de almacenamiento es un factor de protección.
Dificulta la entrada de aire no controlado y reduce la carga de partículas que podrían depositarse sobre empaques y superficies.
Temperatura, humedad y control de partículas
La humedad es un punto crítico porque afecta tanto el confort del personal como el comportamiento de empaques, adhesivos y condensación.
En entornos cercanos (como quirófanos y almacenamiento estéril), publicaciones técnicas de AORN discuten rangos aceptables
Sin embargo coinciden en la necesidad de controlar humedad relativa para proteger procesos y suministros.
Rangos de operación y cómo se controlan en la práctica
Más que perseguir “un número”, modernizar las áreas de la central de esterilización implica instalar control y monitoreo confiables, con alarmas y acciones definidas.
Sin monitoreo, la humedad se vuelve una variable invisible que explica fallas recurrentes meses después.
Riesgos típicos por humedad: empaques, corrosión y “cargas mojadas”
La humedad alta o fluctuante puede contribuir a cargas mojadas, condensación, degradación de barreras y corrosión.
Una modernización real mira causas: calidad del vapor, carga, secado, condiciones de la sala y disciplina operativa.
Agua y vapor: calidad que se traduce en resultados
Aunque suelen tratarse como “servicios” del edificio, el agua y el vapor son insumos directos del proceso.
En una central de esterilización hospitalaria, su calidad se refleja en puntos muy concretos.
Son ellos la limpieza visible y funcional del instrumental, estabilidad del empaque, consistencia del secado y confiabilidad del ciclo de esterilización.
Por eso, modernizar también significa controlar estas variables con criterios técnicos, mediciones rutinarias y mantenimiento planificado.
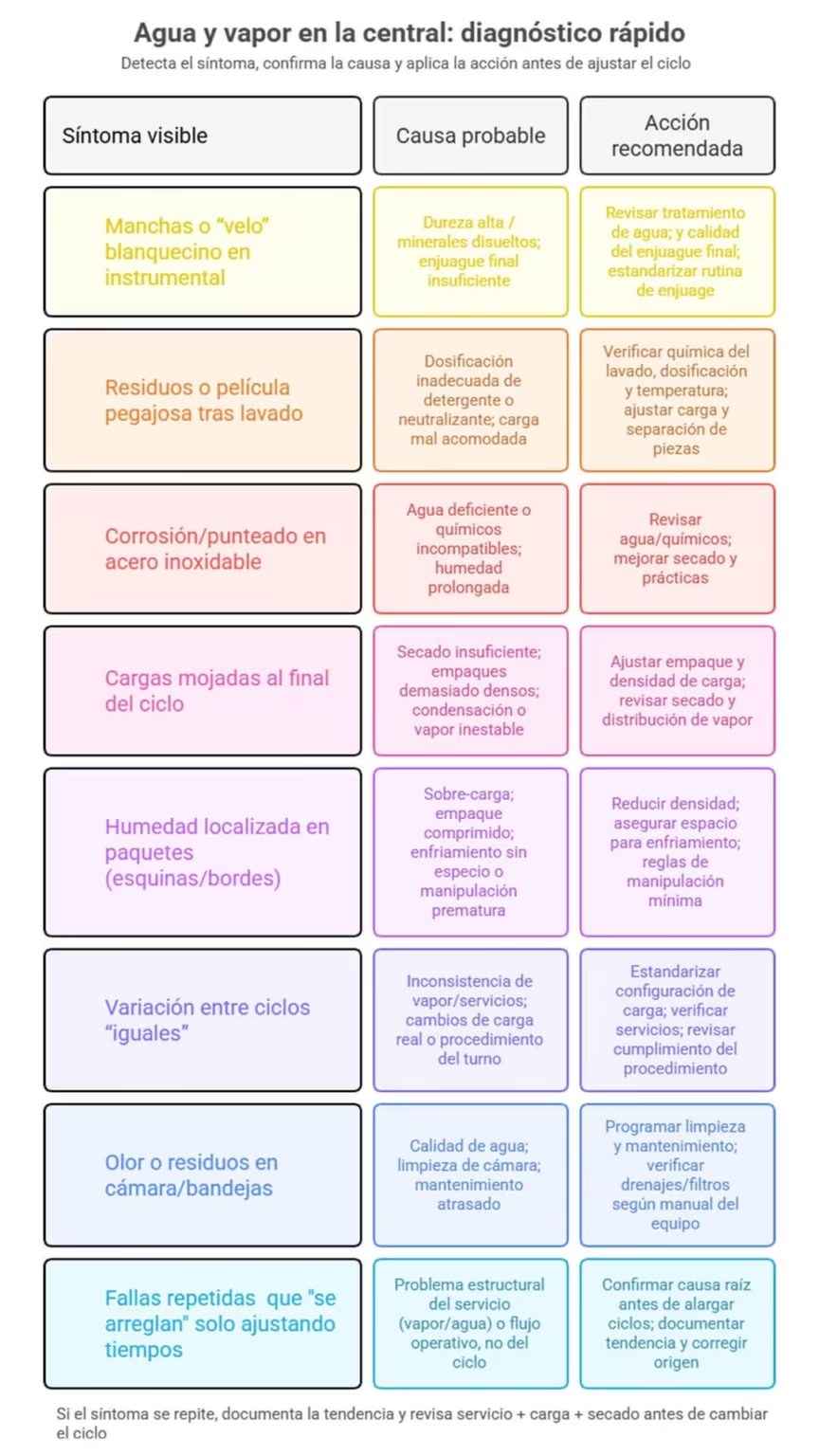
Calidad del agua para lavado: manchas, residuos y deterioro de instrumental
La calidad del agua impacta desde el primer contacto con el dispositivo. Si el agua tiene alta carga mineral o contaminantes, puede dejar evidencias.
De hecho, manchas, “velo” blanquecino o depósitos que luego se confunden con suciedad residual.
Además, ciertos componentes (por ejemplo, sales disueltas o cloruros) pueden acelerar corrosión, picaduras y pérdida de acabado.
Esto es especialmente significativo en instrumental delicado o con articulaciones.
A nivel operativo, el problema no es solo estético. Los residuos pueden interferir con la inspección (parece sucio lo que no lo está, o al revés).
Esta situación suele aumentar reprocesos y, con el tiempo, deteriorar mecanismos, filos y superficies.
Por eso, en un enfoque moderno se define una estrategia clara: tratamiento de agua acorde al riesgo, control de detergentes y neutralizantes además de un programa de monitoreo que registre tendencias.
Cuando aparecen manchas o residuos recurrentes, el análisis debe mirar tres frentes a la vez: calidad del agua, química del lavado y condiciones de secado.
Vapor y confiabilidad del proceso: prevención de fallas recurrentes
En esterilización por vapor, la confiabilidad depende de que el vapor llegue a la cámara con características adecuadas para transferir calor de manera uniforme.
Problemas como vapor “húmedo” (exceso de agua líquida), presencia de gases no condensables o variaciones por distribución deficiente traen consecuencias.
Las que más afectan el proceso son cargas mojadas, tiempos de secado excesivos o, en el peor escenario, pérdida de uniformidad térmica en puntos críticos de la carga.
Además, el vapor puede arrastrar contaminantes del sistema (por ejemplo, productos de corrosión o químicos del tratamiento de caldera).
Esto termina afectando empaques, instrumental y estabilidad del proceso de esterilización.
Por eso, la modernización suele incluir acciones que validan la eficiencia del proceso:
- revisión de la generación y distribución de vapor
- trampas de vapor en buen estado
- pendientes y drenajes correctos
- aislamiento térmico
- separadores
- mantenimiento preventivo con evidencia.
Cuando el hospital reporta fallas repetidas (cargas mojadas, resultados variables, secado inconsistente), conviene tratarlo como un problema de sistema; no basta con ajustar el ciclo.
Se debe correlacionar desempeño del esterilizador con condición del vapor, carga real, empaque, tiempos de enfriamiento y condiciones ambientales del área estéril.
Una vez validado es indispensable cerrar el ciclo con acciones correctivas verificables.
Tecnologías y equipos modernos que han transformado la central en los últimos años
La modernización de una central de esterilización hospitalaria suele acelerarse cuando la tecnología tiene objetivos concretos:
- reducir variabilidad
- estandarizar resultados
- liberar al equipo humano para tareas que realmente requieren criterio, como la inspección y el armado de sets.
En ese sentido, las innovaciones más relevantes de los últimos años no se limitan al esterilizador.
Por el contrario, se concentran en todo lo que ocurre antes y después del ciclo, especialmente en limpieza, secado y control del proceso.
Por eso, al hablar de tecnologías y equipos modernos conviene empezar por la automatización del reprocesamiento.
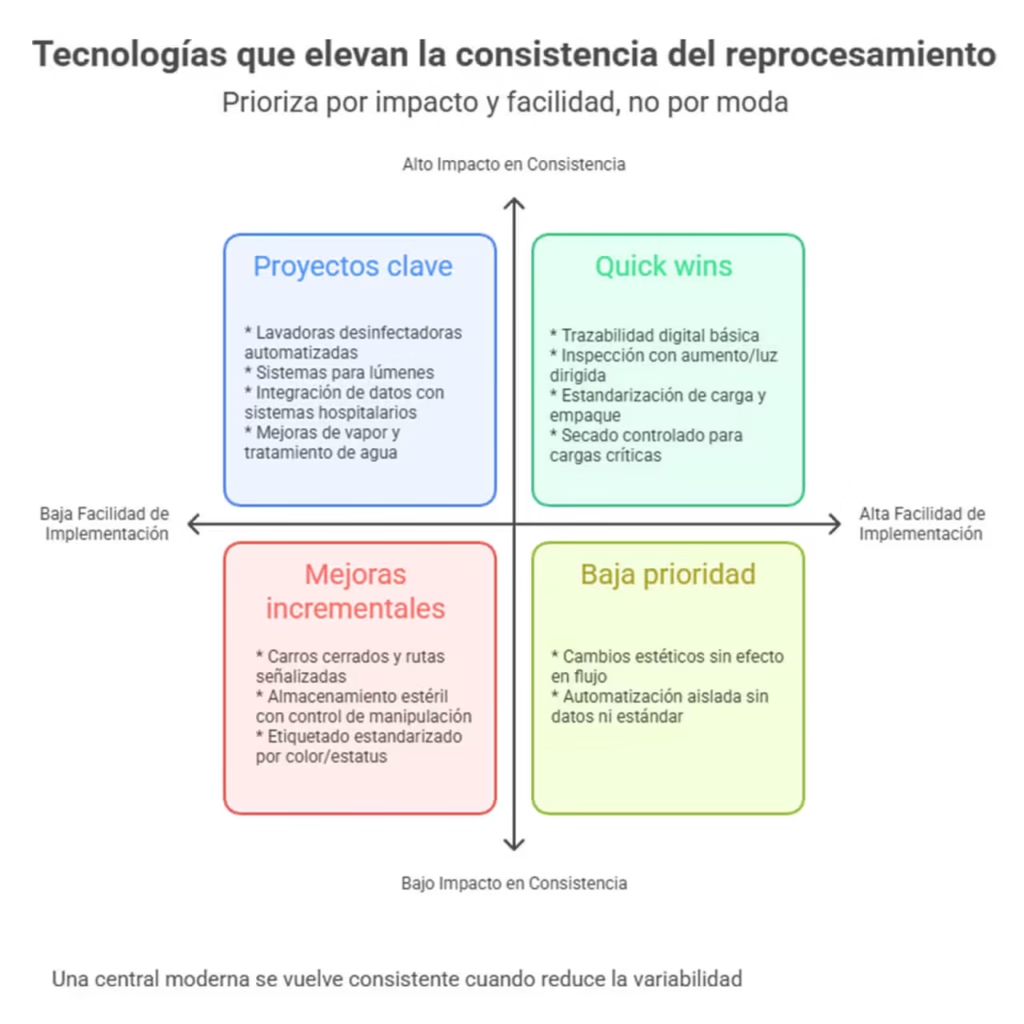
Automatización del reprocesamiento
La automatización más transformadora suele ocurrir en lavado y secado, porque reduce variabilidad y libera capacidad humana para inspección y empaque, que requieren criterio.
Lavadoras termodesinfectadoras y estandarización del lavado
La norma ISO 15883-1 formaliza la expectativa: desempeño medible en limpieza y desinfección con accesorios adecuados.
En términos prácticos, esto empuja al hospital a trabajar con ciclos definidos y validación de desempeño con cargas reales.
Sistemas de secado interno para dispositivos con lúmenes
El aumento de instrumental con lúmenes hace que el secado sea determinante.
La modernización suele incorporar soluciones específicas para secado interno, porque la humedad residual en lúmenes puede arruinar consistencia y disparar reproceso.
Esterilización: vapor y baja temperatura
En hospitales, el vapor sigue siendo la columna vertebral cuando hay compatibilidad.
En este sentido la norma ISO 17665 refuerza que el proceso debe desarrollarse, validarse y controlarse rutinariamente para asegurar un proceso de calor húmedo controlado y monitoreado.
Criterios para seleccionar tecnología según compatibilidad y volumen
Aquí entra una pregunta muy común: ¿cómo elegir el sistema de esterilización ideal para un área central?
La respuesta empieza por el dispositivo: instrucciones del fabricante, materiales, sensibilidad térmica, complejidad y volumen.
Luego se suma la operación: picos de demanda, redundancia, tiempos de secado, consumibles y soporte local.
Validación, control rutinario y evidencia del proceso
Modernizar implica pasar de “ciclo ejecutado” a “ciclo controlado”. Eso exige calificación, criterios de carga, entrenamiento y monitoreo.
En otras palabras, que el sistema produzca evidencia, no solo resultados esperados.
Digitalización de la operación
La trazabilidad digital no es solo un software. Es un cambio cultural: cada set y cada carga viajan con identidad.
Software de trazabilidad: qué debería registrar una central moderna
Como mínimo, identificación del set o dispositivo, estación o equipo, ciclo, parámetros del proceso, controles aplicados y evento de liberación.
Ese registro debe ser fácil de auditar y útil para investigación de incidentes.
Integración con quirófanos, inventarios y mantenimiento
Cuando la trazabilidad se integra con programación quirúrgica e inventarios, el hospital reduce urgencias artificiales.
Además, integrar con mantenimiento ayuda a documentar intervenciones en equipos críticos y a justificar paradas programadas.
Trazabilidad y control: del registro “administrativo” a la evidencia técnica
La trazabilidad solo aporta valor cuando deja de ser un requisito “para llenar formatos” y se convierte en evidencia técnica.
De esta manera se convierte en una herramienta fundamental que permite controlar el proceso y tomar decisiones operativas con rapidez.
En las diferentes áreas de la central de esterilización hospitalaria, esto significa poder reconstruir, sin suposiciones, qué pasó con un set o una carga.
Información vital como dónde estuvo, qué procedimientos se aplicaron, con qué equipo, bajo qué parámetros y quién liberó el material.
Con esa base, la central gana dos cosas a la vez: seguridad (porque puede demostrar control) y eficiencia (porque identifica causas reales de reproceso y cuellos de botella).
Por eso, antes de hablar de software o integración con otros sistemas, conviene definir los datos mínimos que hacen que la trazabilidad sea útil y accionable.

Datos mínimos para trazabilidad útil y accionable
La trazabilidad gana valor cuando responde preguntas concretas: ¿dónde está el set?, ¿qué ciclo tuvo?, ¿qué controles se aplicaron?, ¿quién liberó?, ¿cuándo se usó?
Con esa base, el hospital puede mejorar productividad y reducir riesgo sin aumentar burocracia.
Trazabilidad por set, por carga y por paciente según política institucional
Cada institución define el alcance, pero el principio es el mismo: poder reconstruir la historia del reprocesamiento ante un evento.
Auditoría interna: cómo detectar cuellos de botella y reprocesos
Con datos, aparecen patrones: fallas de secado, zonas que se saturan, tiempos de espera, y lotes que se retienen más. Modernizar, aquí, se traduce en decisiones con evidencia.
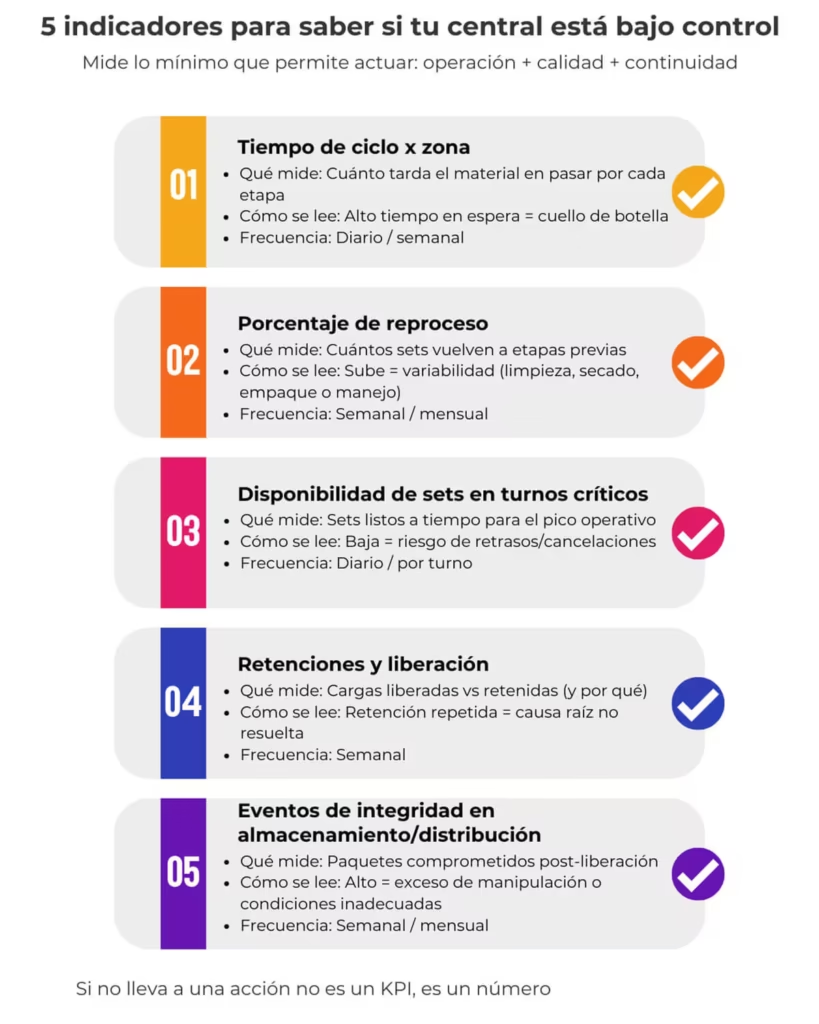
Indicadores operativos para una central moderna
Los indicadores operativos permiten saber si la central está cumpliendo su propósito: entregar material seguro, completo y a tiempo, con un proceso controlado y trazable.
Para que realmente sirvan, deben medirse con definiciones estables y revisarse con una frecuencia fija.
Pero, sobre todo, debe conectarse con acciones concretas de mejora en las áreas sucia, limpia y estéril.
Tiempos de ciclo por zona
Medir tiempos por zona significa entender cuánto tarda el material en atravesar cada etapa.
Desde la recepción y clasificación, descontaminación, secado, inspección, empaque, esterilización, enfriamiento/liberación y almacenamiento listo para despacho.
Este indicador es especialmente útil porque convierte percepciones (“aquí se demora mucho”) en evidencia.
Es el registro que muestra exactamente dónde se forman colas y en qué momentos del día se saturan estaciones críticas.
Porcentaje de reproceso y principales causas
El reproceso muestra cuántos sets o dispositivos deben devolverse a etapas previas antes de quedar disponibles. Cuando sube, casi siempre está señalando un problema estructural:
- variabilidad en limpieza
- secado insuficiente
- errores de armado
- fallas de empaque
- rotulado incompleto
- eventos de integridad comprometida en almacenamiento.
Por eso es uno de los indicadores que mejor conectan calidad con operación. Para hacerlo accionable, conviene medir reproceso por etapa y por causa, con categorías estables.
No es lo mismo reproceso por “residuo visible” que reproceso por “humedad residual”, “set incompleto”, “empaque dañado”, “sellado deficiente” o “retención por control”.
Disponibilidad de sets y cumplimiento de turnos críticos
Este indicador responde una pregunta esencial: ¿el instrumental crítico está listo cuando el hospital lo necesita?
No se trata solo de “cuántos sets hay”, sino de cumplimiento frente a programación quirúrgica y picos operativos.
Una central moderna mide el porcentaje de sets planificados que están listos a la hora comprometida y cuántos llegan tarde, incompletos o retenidos.
Cuando se mide con disciplina, aparecen patrones por especialidad, por hora y por día.
También permite separar causas de indisponibilidad:
- retraso en retorno desde el punto de uso
- espera en descontaminación
- saturación en empaque
- retención por controles
- paradas por mantenimiento
- falta de consumibles.
Con esa evidencia, se definen inventarios mínimos de sets críticos, se ajustan turnos, se corrigen flujos y se justifican inversiones (por ejemplo, ampliar secado o estaciones de inspección) con impacto directo en continuidad operativa.
Cómo elegir el sistema ideal para las áreas de la central de esterilización hospitalaria
Elegir un sistema de esterilización para una central no es escoger “una marca” o “un método”.
Por el contrario, se trata de construir una solución coherente entre dispositivos, volumen, tiempos operativos e infraestructura disponible, con procesos validados y controlables en el día a día.
En la práctica, la decisión correcta es la que permite cumplir las instrucciones de reprocesamiento del fabricante, sostener la demanda real del hospital y generar evidencia objetiva de control del proceso (no solo “ciclos completados”).
El CDC recuerda que las prácticas de limpieza, desinfección y esterilización deben basarse en métodos validados y aplicarse de manera consistente en el entorno asistencial.
Matriz de decisión para seleccionar tecnología
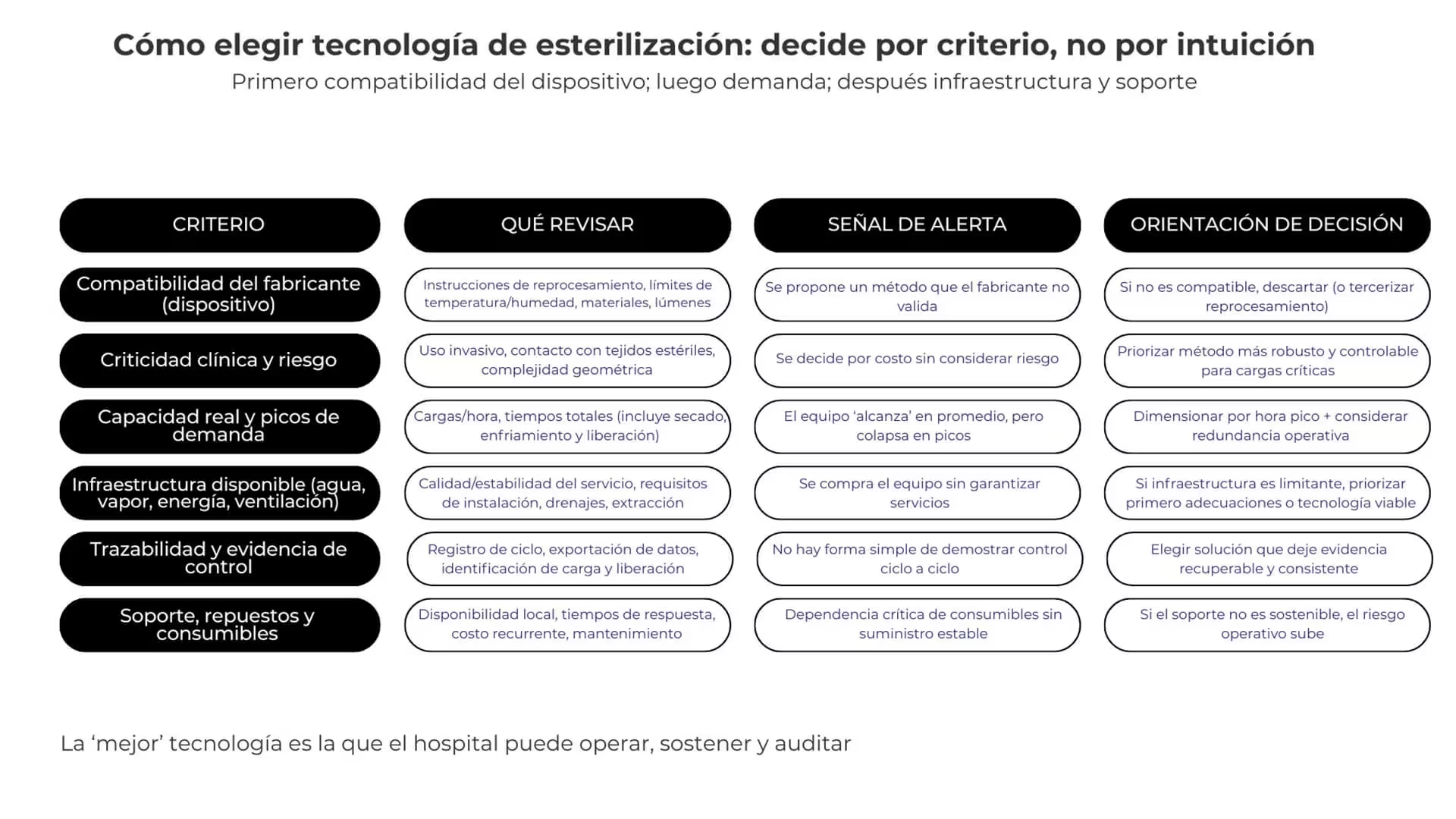
Una matriz de decisión útil no se queda en “vapor vs. baja temperatura”. Debe cruzar variables clínicas y operativas para evitar dos errores comunes:
- comprar un sistema que no cubre los dispositivos reales
- instalar tecnología que luego es insostenible por consumibles, soporte o infraestructura.
Tipos de dispositivos, compatibilidad del fabricante y criticidad clínica
El punto de partida es siempre la compatibilidad según el fabricante (instrucciones de reprocesamiento).
Si un dispositivo termo-sensible exige un método específico de baja temperatura, la central debe estar en capacidad de cumplirlo; si no, aumentan reprocesos, incidentes y costos.
Además, la decisión cambia según la criticidad clínica: instrumental para cirugía invasiva y dispositivos con geometrías complejas (lúmenes largos, articulaciones, superficies porosas) demandan una cadena más robusta en limpieza, secado, empaque y control del proceso.
En este análisis conviene clasificar el portafolio por familias, porque “dispositivo” no es solo “instrumental”.
Por ejemplo: sets ortopédicos pesados (alta masa térmica), instrumental laparoscópico (lúmenes y componentes delicados), accesorios de anestesia compatibles con reprocesamiento, y dispositivos que no toleran humedad residual.
Luego se evalúa qué tecnología cubre qué porcentaje del mix con seguridad y eficiencia.
En general, el vapor sigue siendo la columna vertebral cuando hay compatibilidad, porque es un proceso ampliamente estandarizado y controlable.
De hecho, debe cumplir con unos requisitos formales para validación y control rutinario bajo la norma ISO 17665.
A partir de ahí, el hospital decide el “complemento” para termo-sensibles (baja temperatura) con criterios realistas:
- compatibilidad del dispositivo
- disponibilidad de consumibles
- tiempos de ciclo
- exigencias de instalación
- soporte técnico local.
En ese punto, la norma ISO 14937 puede servir como referencia marco para caracterizar agentes esterilizantes.
Además, permitirá estructurar el enfoque de validación cuando se trata de procesos distintos al vapor.
Capacidad requerida, picos de demanda y redundancia operativa
La capacidad no se define por “número de autoclaves” sino por capacidad efectiva en hora pico.
Para aterrizarlo, una central moderna calcula tres cosas
- volumen promedio diario
- pico por franja horaria
- tiempo máximo aceptable de reposición de sets críticos (por ejemplo, recambio de quirófanos).
Con eso, se estima cuántas cargas por hora se requieren realmente, incluyendo tiempos de carga/descarga, enfriamiento, liberación y traslado.
Aquí es donde muchas compras fallan: se dimensiona el esterilizador, pero se subdimensiona lo que lo alimenta (lavado, secado, empaque) o lo que lo sostiene (vapor, agua, energía, ventilación).
El resultado es un equipo “nuevo” trabajando como el viejo: colas, reprocesos, atajos y presión operativa.
La matriz debe incluir, por lo menos, restricciones de infraestructura (calidad y estabilidad de vapor, capacidad eléctrica, drenajes, extracción, tratamiento de agua) y restricciones operativas (disponibilidad de personal por turno, rotación, capacitación).
La redundancia es otro criterio de decisión que los usuarios calificados suelen buscar:
¿Qué pasa si el esterilizador principal entra en mantenimiento o falla? ¿Existe un equipo alterno con capacidad mínima para sostener quirófanos? ¿Hay acuerdos de soporte que garanticen respuesta en tiempos compatibles con la operación hospitalaria?
Una central moderna diseña redundancia por criticidad: no todo necesita duplicación total, pero los procesos que afectan cirugía y urgencias sí requieren una estrategia de continuidad.
Validación y puesta en marcha
Una selección correcta puede fallar si el hospital no ejecuta una puesta en marcha con validación y control rutinario.
La norma ISO 17665 es explícita en que la esterilización por calor húmedo debe desarrollarse, validarse y controlarse de forma rutinaria para asegurar un proceso consistente.
En términos prácticos, esto significa que “instalar el equipo” no es el final: es el inicio del control.
Calificación de instalación, operación y desempeño
La validación se traduce, típicamente, en tres calificaciones que responden a preguntas diferentes:
- Calificación de instalación: ¿el equipo quedó instalado como lo exige el fabricante y como lo requiere la infraestructura del hospital? Aquí se revisan conexiones críticas (vapor o generación interna, agua, drenajes, energía), seguridad eléctrica y condiciones del entorno. IEC 61010-2-040 ayuda a entender el enfoque de seguridad para equipos de esterilización, lavado y desinfección, lo cual es relevante al revisar requisitos de instalación y operación segura.
- Calificación de operación: ¿el equipo opera dentro de los límites establecidos? Se verifican ciclos, alarmas, controles, sensores y repetibilidad de parámetros. Es el paso que evita que un equipo “parezca funcionar” pero entregue variabilidad.
- Calificación de desempeño: ¿el equipo logra el resultado esperado con cargas representativas reales? Aquí se prueban cargas “peor caso” (sets más densos, mayor masa térmica, lúmenes más exigentes, empaques específicos), porque es allí donde el proceso suele fallar. Esta etapa conecta directamente con ISO 17665 en vapor y, para empaque, con ISO 11607-1, ya que la esterilidad debe mantenerse hasta el punto de uso y eso depende del sistema de barrera estéril y su desempeño.
Un punto de alto valor para usuarios calificados es que la calificación no se limita a “documentos del proveedor”.
Debe incluir criterios del hospital: tipos de sets reales, tiempos de reposición, política de liberación y condiciones ambientales (humedad/temperatura) que puedan afectar secado y manejo de estériles.
Capacitación y estandarización de prácticas
La capacitación útil para una central moderna no es una charla general. Debe estar diseñada para que el personal ejecute prácticas consistentes que sostengan la validación en el tiempo.
En una puesta en marcha seria, la formación se organiza por competencias y por zona:
- Área sucia: técnicas de limpieza compatibles con el dispositivo, manejo de lúmenes, química del lavado, criterios de descarte o segregación, y control de riesgos por salpicaduras. Aquí, la coherencia con recomendaciones del CDC sobre limpieza previa al proceso es clave, porque la esterilización depende de la limpieza efectiva.
- Área limpia: inspección con aumento, criterios de funcionalidad, armado estandarizado de sets y control de densidad de carga. Se entrena para evitar errores recurrentes (set incompleto, articulaciones mal posicionadas, empaques demasiado densos) que disparan reproceso y generan retrasos en cirugía.
- Área estéril: carga correcta del esterilizador, interpretación de registros del ciclo, criterios de liberación y manejo pos-esterilización (enfriamiento, manipulación mínima, protección del empaque). Aquí se conectan práctica diaria y control rutinario exigido por ISO 17665.
- Trazabilidad y documentación: registrar lo mínimo indispensable para que una investigación sea posible, sin burocratizar. Se entrena para que el registro sea evidencia del control, no solo “cumplimiento administrativo”.
La estandarización se sostiene con herramientas concretas:
- procedimientos operativos claros,
- listas de verificación cortas para puntos críticos (carga, empaque, liberación),
- auditorías internas por muestreo
- retroalimentación basada en datos (reproceso por causa, cargas mojadas, fallas de empaque).
Además, una puesta en marcha madura incluye un “periodo de estabilización” con seguimiento técnico:
- revisión de causas de reproceso
- ajuste de cargas y accesorios
- confirmación de que el desempeño observado coincide con lo validado.
Certificaciones y verificaciones importantes para equipos de esterilización médica
Elegir autoclaves, lavadoras desinfectadoras y sistemas de baja temperatura para una central de esterilización hospitalaria implica verificar algo más que “especificaciones técnicas”.
En Colombia, el proceso de compra debería asegurar tres capas de control:
- cumplimiento regulatorio,
- seguridad e instalación segura
- soporte sostenible (mantenimiento, repuestos, consumibles y evidencia de desempeño).
Esto reduce riesgos operativos, reprocesos y hallazgos en auditorías.
Seguridad y requisitos técnicos
Seguridad eléctrica y requisitos aplicables al entorno hospitalario
En equipos para esterilizar, lavar y desinfectar material médico, es clave exigir evidencia de cumplimiento con estándares internacionales de seguridad eléctrica aplicables a este tipo de tecnología.
Una referencia ampliamente usada es IEC 61010-2-040, que define requisitos particulares de seguridad para esterilizadores y lavadoras desinfectadoras usadas con material médico.
Sin embargo, la seguridad no depende solo del equipo: también de la instalación. En Colombia, el marco obligatorio para instalaciones eléctricas es el Reglamento Técnico de Instalaciones Eléctricas (RETIE).
Para un proyecto de modernización, esto se traduce en validar que el diseño, adecuaciones, protecciones y certificaciones de la instalación eléctrica cumplan RETIE, especialmente en áreas críticas como centrales de esterilización.
Qué revisar en una licitación o compra (en términos prácticos):
- Requisitos eléctricos del equipo (potencia, protecciones, puesta a tierra, condiciones ambientales) y compatibilidad con la infraestructura existente.
- Evidencia de pruebas de seguridad del fabricante o laboratorio reconocido (según aplique).
- Plan de adecuaciones eléctricas y certificación de cumplimiento de la instalación bajo RETIE cuando corresponda.
Cumplimiento normativo y documentación del fabricante
En Colombia, el Decreto 4725 de 2005 regula el régimen de registros sanitarios, permisos de comercialización y vigilancia sanitaria de dispositivos médicos para uso humano.
En compras de equipos de esterilización, esto implica confirmar —según la clasificación del producto— que el equipo/dispositivo esté amparado por el documento regulatorio que corresponda y que el proveedor entregue evidencia verificable.
Además, el mismo decreto establece responsabilidades de vigilancia y control en el ciclo de vida del dispositivo.
Por otra parte, contempla obligaciones de las Instituciones Prestadoras de Servicios de Salud respecto a registros de mantenimiento de equipos biomédicos (como parte del control y la programación).
En paralelo, Colombia cuenta con el Programa Nacional de Tecnovigilancia, coordinado por el Instituto Nacional de Vigilancia de Medicamentos y Alimentos (Invima).
Dicho programa está reglamentado por la Resolución 4816 de 2008, orientado a identificar, prevenir y gestionar eventos o incidentes asociados al uso de dispositivos médicos.
Qué debería pedir el hospital como documentación mínima:
- Identificación completa del equipo (modelo, serie, versión) y su documentación oficial: manuales de operación, instalación, mantenimiento y reprocesamiento recomendado.
- Evidencia de cumplimiento regulatorio en Colombia según aplique (registro sanitario/permiso de comercialización u otra figura aplicable al producto y su clasificación).
- Información de seguridad, advertencias, condiciones ambientales de operación y requerimientos de instalación.
- Soporte del proveedor para obligaciones de tecnovigilancia: procedimiento para reporte de eventos, canal de atención y trazabilidad del incidente, alineado con el programa nacional.
Calidad del fabricante y soporte
Sistema de gestión de calidad
Para reducir el riesgo de variabilidad entre lotes, fallas de fabricación o debilidad documental, es recomendable priorizar fabricantes con un sistema robusto de gestión de calidad.
La referencia internacional más utilizada para fabricantes de dispositivos médicos es ISO 13485.
Esta norma define los requisitos de un sistema de gestión de calidad específico para el sector y orientado al cumplimiento regulatorio y la seguridad/eficacia del producto.
En evaluación técnica, esto se traduce en preguntas concretas:
- ¿El fabricante mantiene certificación vigente bajo ISO 13485?
- ¿La trazabilidad documental (manuales, boletines técnicos, cambios de versión, alertas) es consistente y accesible?
- ¿Existe evidencia de control de cambios y gestión de riesgos del producto a lo largo del ciclo de vida?
Evidencia de desempeño, repuestos y consumibles
Una central moderna no compra “solo el equipo”: compra la capacidad de sostener desempeño por años.
Por eso, además de fichas técnicas, conviene exigir evidencia de desempeño y un plan de soporte completo.
Checklist de verificación realmente útil:
- Evidencia de desempeño y control del proceso: protocolos de calificación y pruebas sugeridas por el fabricante, criterios de aceptación, y recomendaciones de validación/monitorización según el método (vapor o baja temperatura). En esterilización por vapor, por ejemplo, el enfoque de control rutinario y validación se apoya en estándares como ISO 17665.
- Repuestos críticos y tiempos de respuesta: lista de repuestos de desgaste, criticidad, tiempos de entrega, disponibilidad local y plan de contingencia ante falla (incluyendo acuerdos de servicio).
- Consumibles: especificaciones, condiciones de almacenamiento, vida útil, trazabilidad y costos recurrentes. En tecnologías de baja temperatura, este punto suele definir la viabilidad real del sistema.
- Mantenimiento documentado: el hospital debe exigir rutinas preventivas, reportes post-intervención y trazabilidad del historial del equipo; esto se alinea con el enfoque de control y mantenimiento que el propio marco regulatorio colombiano reconoce para equipos biomédicos.
- Calibración y trazabilidad metrológica: cuando aplique (sensores, registradores, instrumentos asociados), pedir certificados emitidos por laboratorios competentes. En Colombia, la selección de laboratorios acreditados se soporta en el ecosistema de acreditación bajo ISO/IEC 17025, que establece competencia técnica para ensayos y calibración.
Implementación: hoja de ruta para modernizar sin detener el hospital

Diagnóstico inicial
Modernizar las áreas de la central de esterilización empieza con un mapa real: flujos, rutas, acumulaciones, cruces y tiempos.
Ese diagnóstico debe incluir infraestructura (ventilación, energía, vapor/agua), operación (volúmenes y picos) y calidad (reproceso y causas).
Mapa de flujos reales y puntos de cruce
El objetivo es identificar dónde el diseño obliga a romper barreras, dónde el personal “inventa soluciones” y qué trayectos concentran riesgo.
Capacidad instalada vs. demanda y mix de dispositivos
No es lo mismo una central con alta carga de cirugía laparoscópica y endoscopía, que una con cirugía ortopédica pesada. El mix define equipos, racks, secado y tiempos.
Modernización por fases
Una modernización por fases reduce el riesgo de parar el hospital y permite aprender con datos.
Mejoras de alto impacto con baja intervención
Reorganización de almacenamiento, señalización de rutas, estandarización de armado, mejora de estaciones de inspección, ajustes de flujo y trazabilidad mínima.
Muchas centrales logran una reducción visible de reproceso solo con mejorar área limpia y reglas de almacenamiento.
Intervenciones de infraestructura y renovación tecnológica
Separaciones físicas, mejoras de ventilación y presiones, automatización de lavado, renovación de esterilizadores, y digitalización completa de trazabilidad.
Aquí se decide con criterio técnico, apoyado en estándares y evidencia.
Acompañamiento especializado
Cuándo conviene contratar asesoría integral para diseño e implementación
Cuando el hospital necesita rediseñar layout, validar procesos, seleccionar tecnología y asegurar interoperabilidad con operación clínica, una asesoría integral evita soluciones “por partes” que luego no encajan.
Cómo evaluar propuestas técnicas y evitar soluciones “parciales”
Una buena propuesta conecta infraestructura, proceso y control de calidad. Además, debe incluir capacitación, documentación y un plan de validación y puesta en marcha.
Si una propuesta promete resultados sin hablar de flujo, barreras y evidencia, suele ser una bandera roja.
Modernizar las áreas de la central de esterilización es, en esencia, convertir una operación vulnerable a la improvisación en un proceso controlado.
Flujo unidireccional, barreras físicas y ambientales, equipos seleccionados con criterio, trazabilidad útil y liberación con evidencia.
Con ese enfoque, el hospital no solo mejora indicadores; también gana confianza técnica en cada set que vuelve a quirófano.
Preguntas frecuentes (FAQ)
De forma estándar, se habla de área sucia (descontaminación), área limpia (preparación y empaque) y área estéril (esterilización y almacenamiento), con separación física de descontaminación frente al resto.
En la práctica se divide por funciones: recepción, lavado, secado, inspección, empaque, esterilización, liberación y almacenamiento. La mejor división es la que mantiene flujo unidireccional y reduce manipulación.
Área sucia, área limpia y área estéril. Esta división coincide con el principio sucio–limpio–estéril y con la separación recomendada para contener contaminación y proteger el producto reprocesado.
Principalmente: automatización del lavado con lavadoras desinfectadoras y accesorios adecuados (enmarcado por ISO 15883-1), mejoras de secado para lúmenes, trazabilidad digital y una cultura de validación y control rutinario más estricta para esterilización por vapor (alineada con ISO 17665).
En términos de control de barrera, un empaque húmedo o dañado se considera comprometido porque el sistema de barrera estéril busca mantener esterilidad hasta el punto de uso.
Las áreas satélite pueden apoyar contingencias y tiempos críticos, pero solo si mantienen separación de zonas y control equivalente. Si no pueden garantizar barreras, flujo y evidencia, suelen aumentar el riesgo y la variabilidad.