Las salas limpias en la industria farmacéutica son el pilar que sostiene el control de la contaminación y la fabricación estéril.
Sin embargo, su desempeño real se degrada si el diseño, la operación y los datos no caminan juntos.
Este artículo resume problemáticas asociadas a salas limpias en industria farmacéutica.
Adicionalmente, propone diagnóstico y mitigación soportados en una Contamination Control Strategy (CCS, Estrategia de Control de Contaminación).
¿Por qué se presentan problemáticas asociadas a salas limpias en la industria farmacéutica?
Tres causas se repiten en incidentes de salas limpias en industria farmacéutica. Casi siempre aparecen mezcladas, por eso conviene ver el sistema completo.
- Diseño y deriva de desempeño. Una sala puede “nacer” bien y desviarse por cambios HVAC, ampliaciones o carga no re-evaluada. La clasificación debe corresponder al uso real.
- Operación y flujos. Gowning, rutas de personal, transferencia de materiales y limpieza cambian la carga de contaminación. FDA pide procedimientos, entrenamiento y disciplina documentada.
- Monitoreo sin reacción. Medir sin tendencias, umbrales y criterios de investigación vuelve “normal” la desviación. El Anexo 1 en CCS refuerza y evidencia medidas de control.
Marco normativo que condiciona la solución
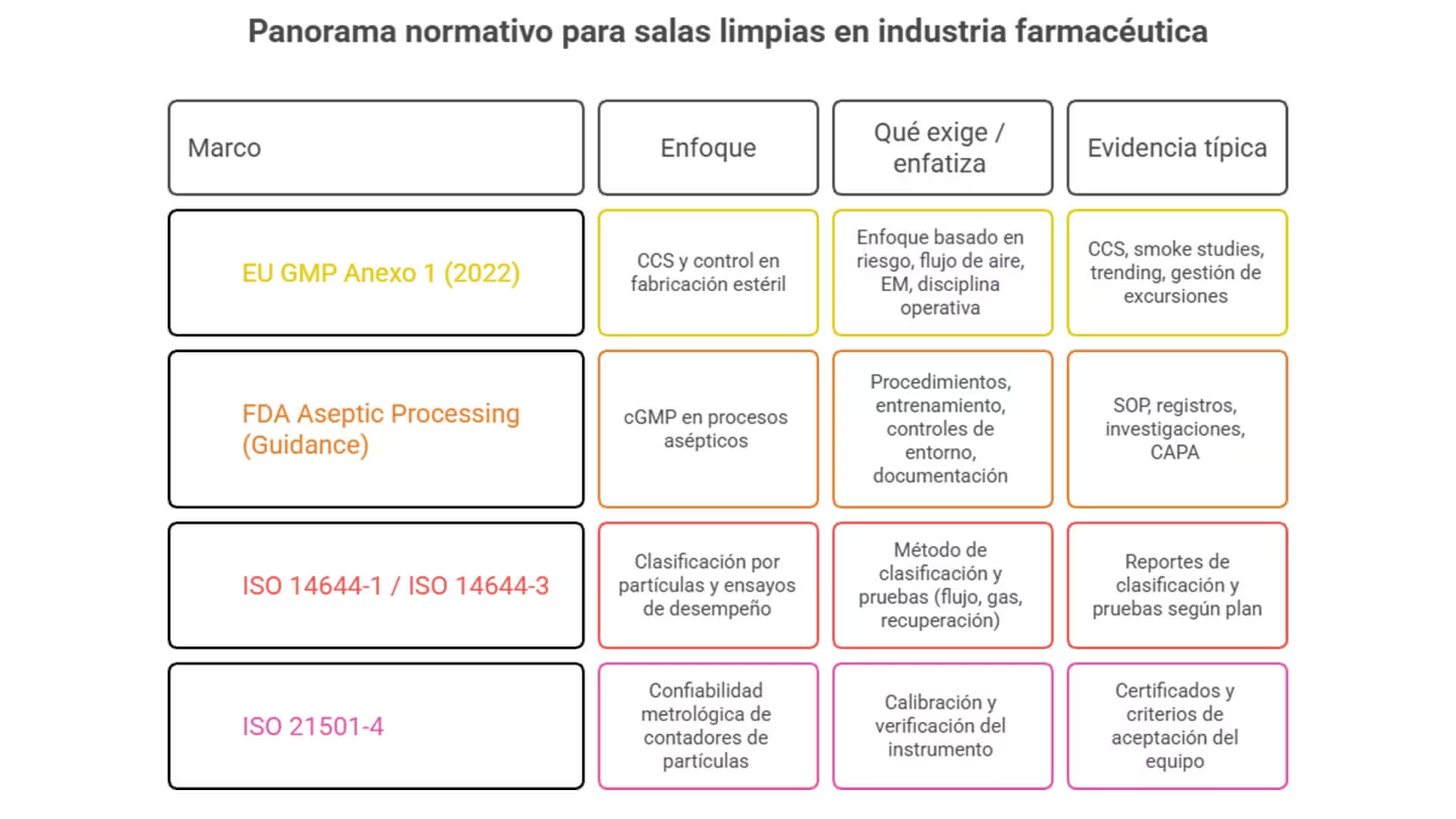
EU GMP Anexo 1 (2022) sube el estándar. Ya no basta cumplir límites, también hay que demostrar control en diseño, operación y monitoreo.
FDA Guidance reglamenta el procesamiento aséptico y aterriza expectativas de Current Good Manufacturing Practice (cGMP). Incluye personal, HVAC, monitoreo ambiental y documentación robusta.
La norma ISO 14644-1 estructura la clasificación por partículas. Por su parte, la norma ISO 14644-3 reúne ensayos para verificar desempeño, como visualización de flujo y pruebas relevantes.
Para el instrumento, la norma ISO 21501-4 describe calibración y verificación de contadores de partículas. Esto reduce variación y errores entre equipos.
10 problemáticas asociadas a salas limpias en la industria farmacéutica y cómo atacarlas
Cuando el control se rompe en un entorno estéril, rara vez es por un solo factor. Normalmente se combinan cambios en aire, flujos, limpieza, disciplina y lectura de datos.
En la siguiente lista se reúnen 10 problemáticas asociadas a salas limpias en industria farmacéutica, con síntomas, causas probables y acciones concretas.
El objetivo es ayudarte a ubicar rápido el punto débil y la evidencia que necesitas para sostener el diagnóstico.
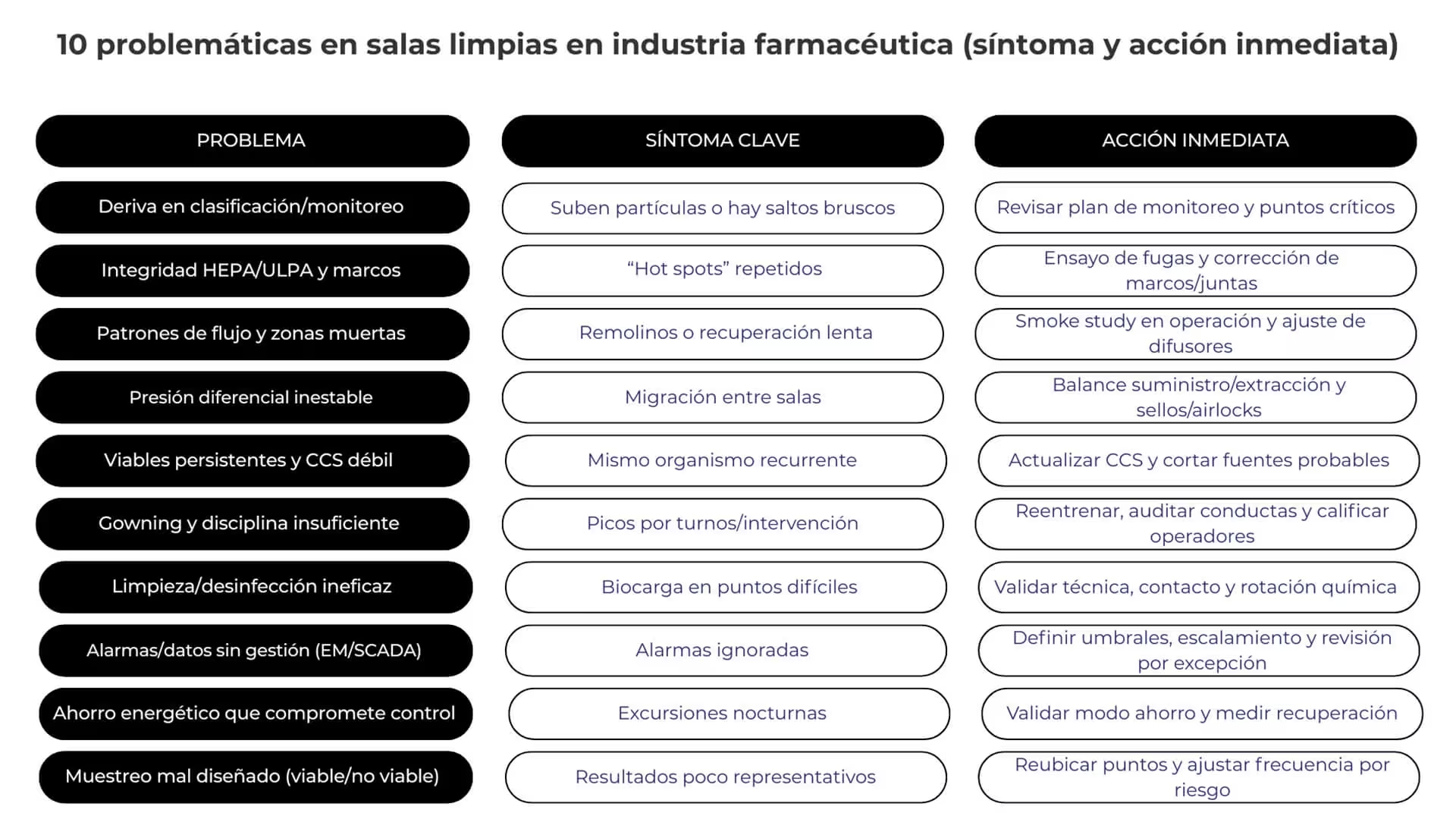
1) Deriva en clasificación/monitoreo (ISO 14644-1/-2)
Síntoma. Cambios bruscos o rebasar límites internos de partículas. A veces parece intermitente, pero tiene patrón.
Causas típicas. Equipos nuevos, mayor ocupación, filtros con caída de presión o mantenimiento diferido. También cambios de layout y retorno.
Acciones. Revisa puntos y frecuencia según criticidad del proceso. Si el uso cambió, ajusta la estrategia, no solo los límites.
Verifica que el contador sea trazable a ISO 21501-4. Un dato débil arruina cualquier análisis.
2) Integridad de filtros HEPA/ULPA y marcos
Síntoma. “Hot spots” repetidos o fallas del patrón de flujo sobre zonas críticas.
Acciones. Ejecuta pruebas y evidencia visual según la norma ISO 14644-3. Corrige marcos, juntas y condiciones de instalación.
Documenta la corrección con resultados comparables. Evita “pasar” la prueba una sola vez y asumir estabilidad.
3) Patrones de flujo y zonas muertas
Síntoma. Recuperación lenta o remolinos sobre superficies críticas. Suele aumentar con intervenciones del operador.
Acciones. Realiza smoke studies en reposo y en operación. El Anexo 1 espera evidencia de patrón de flujo en áreas críticas.
Luego equilibra impulsión y retorno. Ajusta difusores, caudales y layout para proteger el punto de trabajo, no el plano teórico.
4) Diferenciales de presión inestables (cascadas)
Síntoma. Puertas difíciles de cerrar o migración de polvo y viables entre salas. Alarmas frecuentes que el equipo deja de escuchar.
Acciones. Revisa balances de suministro y extracción. Verifica sellos de puertas y comportamiento de esclusas.
Define tolerancias, alarmas e interlocks. Registra tiempos de recuperación y criterios de reacción en procedimientos.
5) Contaminación viable persistente y CCS débil
Síntoma. Aislamientos repetidos del mismo organismo. El hallazgo se repite en el mismo punto o en la misma actividad.
Acciones. Fortalece la CCS. Mapea fuentes de riesgos por personas, materiales, superficies, equipos y utilidades.
Implementa rotación racional de desinfectantes, con esporicida cuando aplique. Valida tiempo de contacto y ejecución real.
Conecta resultados con acciones correctivas. Si no hay trending y verificación, el problema solo “cambia de lugar”.
6) Gowning insuficiente y mala disciplina de sala
Síntoma. Picos correlacionados con turnos, retrabajos o tareas manuales. Aumenta con prisa y multitarea.
Acciones. Entrenamiento recurrente con observación en piso. Califica operadores y refuerza donning y doffing.
FDA recalca procedimientos escritos y control del personal en áreas asépticas. Eso incluye conducta cotidiana.
7) Limpieza y desinfección ineficaces
Síntoma. Biocarga en zonas difíciles o fallas repetidas por “cansancio químico”. También deterioro de sellos o pinturas.
Acciones. Separa limpieza de desinfección. La primera remueve suciedad, la segunda reduce biocarga.
Valida contacto y compatibilidad. Si el químico degrada materiales, elevas partículas y creas una fuente nueva.
8) Datos y alarmas sin gestión (EM/SCADA)
Síntoma. Muchas alarmas ignoradas y poco análisis de tendencias. La operación aprende a convivir con la alerta.
Acciones. Implementa gestión de alarmas por criticidad. Define responsables, escalamiento y revisión por excepción.
Si usas software y automatización, que sea para decidir mejor. Integra plantea monitoreo de variables críticas con alertas y trazabilidad orientada a auditoría.
9) Ahorro energético que compromete el control
Síntoma. Cambios de setpoints elevan partículas o viables. Aparece en noches, fines de semana o cambios estacionales.
Acciones. Valida cualquier modo de ahorro con recuperación medida. Documenta el cambio y su impacto en control.
Evita “optimizar” solo por consumo. En salas limpias, el costo oculto suele ser la desviación.
10) Muestreo mal diseñado (viable/no viable)
Síntoma. Falsos negativos o datos poco representativos. Mucha muestra, poca explicación de lo que pasa.
Acciones. Diseña por riesgo y por operación real. Muestra cerca del punto crítico cuando sea posible.
Usa métodos complementarios y correlación con eventos. El valor está en conectar datos con decisiones.
De la queja a la causa raíz: método de diagnóstico rápido
Una excursión de partículas o un aislamiento repetido no son el problema, son la señal. La causa raíz suele estar en lo que cambió, en lo que no se controló o en lo que no se interpretó a tiempo.
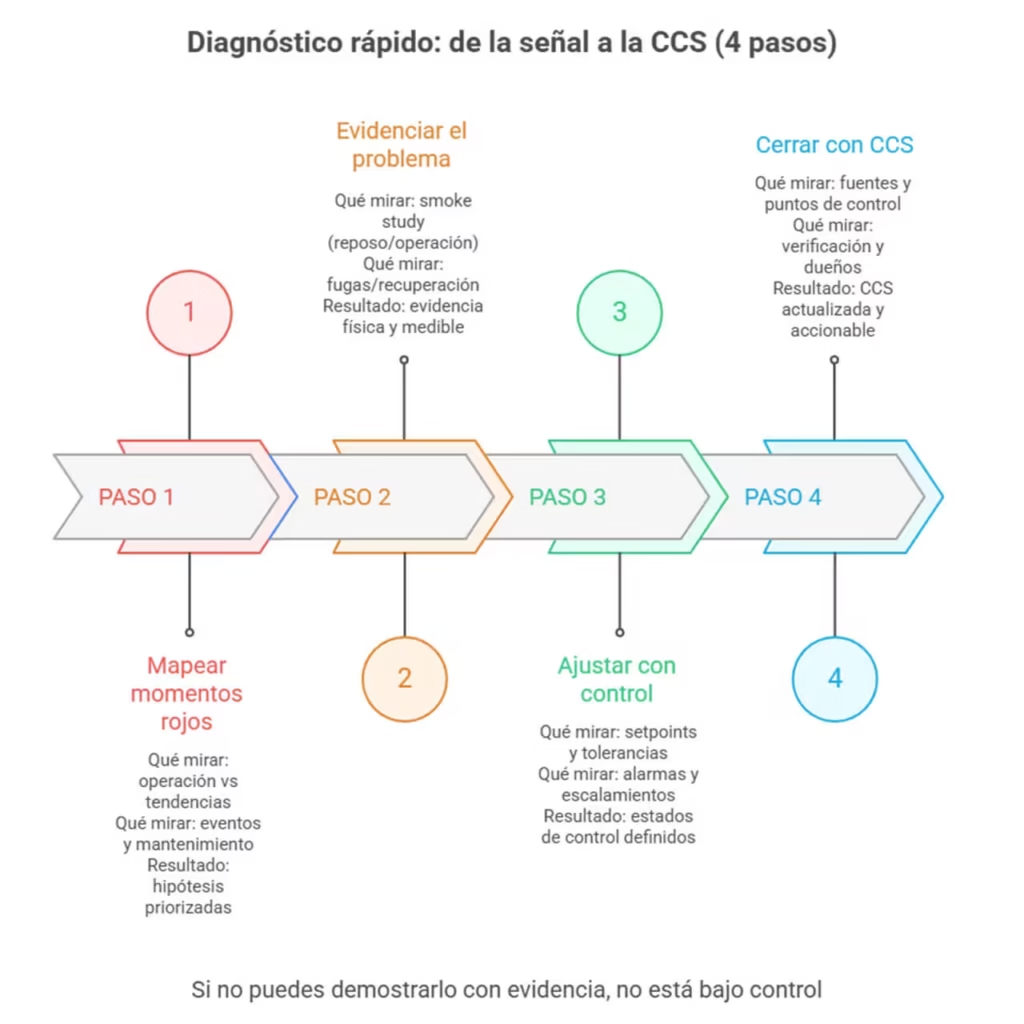
Este método rápido ordena el análisis en pasos simples. Prioriza evidencia física, correlación con tendencias y decisiones que se puedan cerrar dentro de una CCS sólida.
Paso 1: Mapear el proceso y sus “momentos rojos”
Cruza cronograma de operación con tendencias de partículas, viables, presión y eventos de mantenimiento.
Paso 2: Evidenciar físicamente el problema
Ejecuta visualización de flujo y pruebas necesarias bajo ISO 14644-3. Busca evidencia, no interpretaciones.
Paso 3: Ajustar parámetros con control
Define estados de control por criticidad. Incluye setpoints, histéresis y reglas de reacción ante excursiones.
Paso 4: Cerrar el ciclo con CCS
Actualiza la Estrategia de Control de Contaminación (CCS) con fuentes, controles, verificación de eficacia y dueños. El Anexo 1 espera una CCS documentada y evaluada.
Diseño y operación: cómo prevenir problemáticas asociadas a salas limpias en la industria farmacéutica
La prevención funciona cuando el sistema es coherente. Diseño, calificación y rutina diaria deben apuntar al mismo objetivo, sin contradicciones entre lo que se documenta y lo que se ejecuta.
En esta sección se resumen prácticas de diseño y operación que sostienen la estabilidad del entorno.
Son medidas que reducen variabilidad y evitan que el control dependa de “apagar incendios”.
Diseño y calificación
El diseño y la construcción de salas limpias en industria farmacéutica fallan cuando se ignoran normas y detalles sanitarios.
Prioriza segregación y flujos. Define esclusas útiles y superficies que no desprendan partículas.
Documenta la puesta en marcha con evidencia. El Anexo 1 y el enfoque GMP requieren demostrar control, no solo intención.
Operación y persona
Convierte el comportamiento en un estándar observable. Menos discurso y más práctica, con supervisión en piso.
Mantén SOP claros y entrenamiento periódico. FDA recalca el rol del personal y la disciplina para sostener el control.
Monitoreo inteligente (ISO 14644-2)
El monitoreo inteligente útil no es más datos, es mejor señal. Incluye umbrales, tendencias y reglas de investigación.
Integra implementa soluciones de monitoreo continuo de variables como temperatura, humedad y presión diferencial, con alertas por SMS o email. Eso facilita reacción temprana.
Cuando automatizas, define qué se valida y cómo se revisa. Sin gobernanza, el sistema solo genera ruido.
Energía sin sacrificar control (ISO 14644-16)
El ahorro debe ser compatible con estabilidad. Valida recuperación y documenta cambios estacionales.
Evita recortes que rompan presiones o humedad. La eficiencia no debe degradar la protección del proceso.
Problemas frecuentes por grado (enfocado a entornos asépticos)
No todas las áreas tienen la misma exposición al riesgo. A medida que te acercas al punto crítico, el margen de error se reduce y la evidencia exigida aumenta.
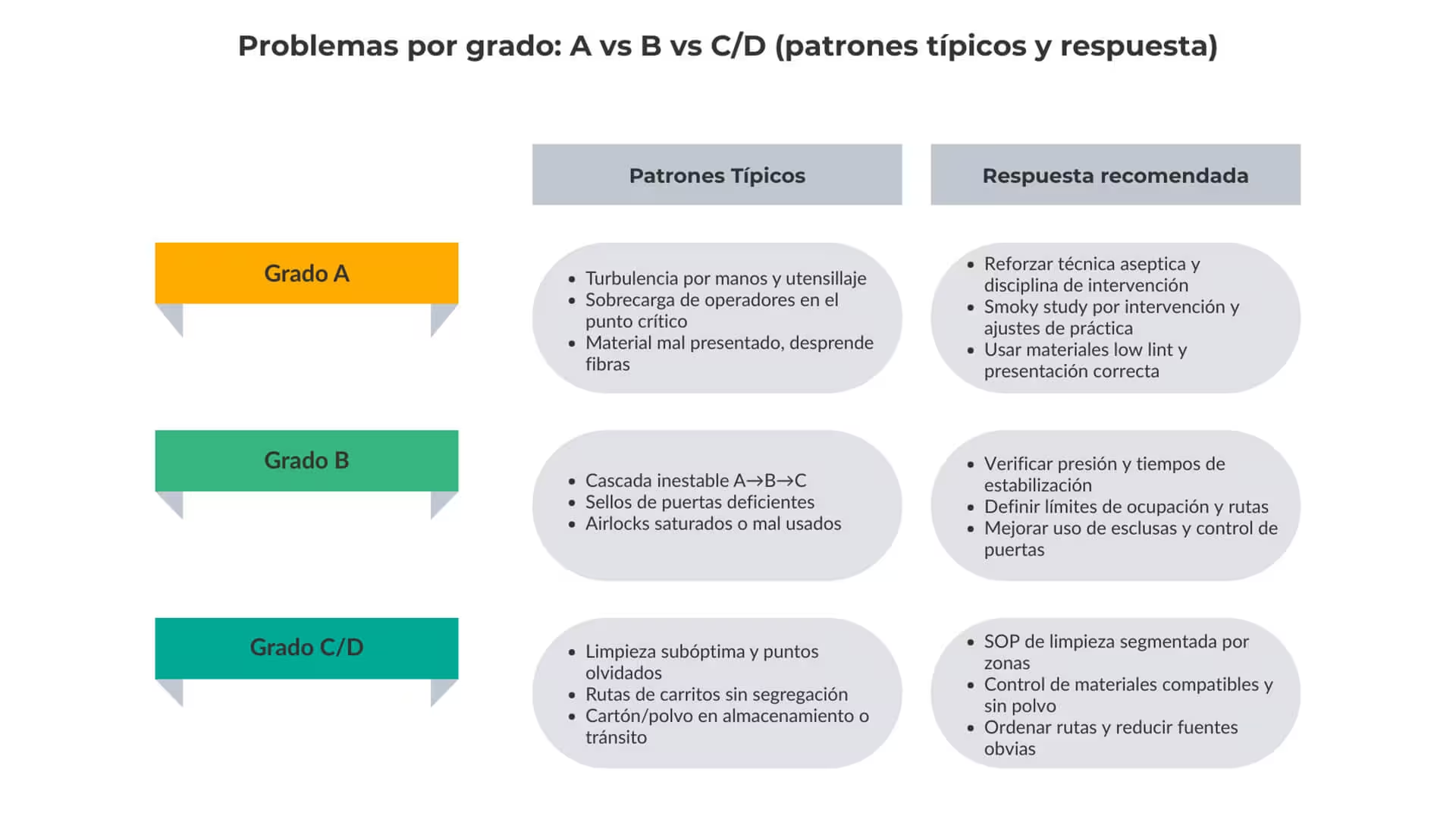
Por eso, conviene mirar los fallos por grado. A continuación se describen patrones típicos en entornos asépticos y qué ajustes suelen dar mejores resultados en cada nivel.
Grado A (puntos críticos, LAF o aisladores). Turbulencias por manos y utensillaje. Material mal presentado desprende fibras.
Acción. Refuerza técnica aséptica y smoke studies por intervención. Usa materiales low lint cuando aplique.
Grado B (entorno de A). Fallas en cascada, puertas mal selladas y airlocks saturados.
Acción. Pruebas de presión y tiempos de estabilización. Define límites de ocupación y rutas de transferencia.
Grados C y D (apoyo). Limpieza subóptima y rutas de carritos sin segregación. Cartón y polvo elevan carga.
Acción. SOP de limpieza segmentada y control de materiales compatibles. Reduce fuentes obvias y repetibles.
Monitoreo ambiental (EM): viable vs. no viable sin sesgos
No viables. Útiles cuando se correlacionan con operación y eventos. Contadores trazables ayudan a evitar variación instrumental.
Viables. Aire activo cerca del proceso y superficies en puntos críticos. Ajusta frecuencia por riesgo, no por costumbre.
Acción ante excursiones. Investiga fuente, intervención y punto de muestreo. Si se repite, ajusta controles y CCS.
Limpieza, desinfección y bio-decontaminación: dónde suele fallar
Falla común es confundir limpieza con bio-decontaminación. La primera remueve suciedad, la segunda busca reducir biocarga.
El Anexo 1 espera que esa distinción exista en la CCS. Si no, las evidencias pierden coherencia.
Otra falla es rotación pobre. Usar siempre el mismo desinfectante aumenta riesgo de ineficacia práctica.
También falla la compatibilidad. Químicos que degradan sellos elevan partículas. Eso convierte la limpieza en fuente de contaminación.
Data integrity (ALCOA+) aplicada a EM y HVAC
En auditoría, el dato debe sostener la historia. ALCOA significa Attributable, Legible, Contemporaneous, Original y Accurate.
MHRA explica el “+” como Complete, Consistent, Enduring y Available. Es clave para sistemas electrónicos y revisión trazable.
Si automatizas EM o HVAC, define controles de acceso, auditor trail y revisión periódica. Sin eso, el sistema se vuelve vulnerable.
Implementar una Contamination Control Strategy usable
- Mapa de riesgos por sala y equipo. Incluye personas, materiales, superficies, utilidades, limpieza y mantenimiento.
- Puntos de control con medidas técnicas y procedimentales, y dueños claros por área.
- Monitoreo y verificación con indicadores líderes, además de viables y no viables.
- Revisión periódica con lecciones aprendidas. Cambios de proceso deben disparar re-evaluación documentada.
Si tu planta ya vive excursiones o “alarmas normalizadas”, el siguiente paso no es medir más. Es cerrar brechas con un diagnóstico trazable y un plan ejecutable.
Integra Jimsa puede ayudarte con un enfoque de dos frentes, alineado a GMP y a la lógica de CCS.
- Assessment de salas limpias: revisión de flujos, segregación, acabados sanitarios y condiciones de operación que suelen disparar desviaciones.
- Monitoreo y automatización de variables críticas: temperatura, humedad y presión diferencial, con alertas y trazabilidad para validación y auditoría.
Habla con un asesor de Integra Jimsa y agenda un diagnóstico de tu sala limpia para convertir datos y hallazgos en control sostenido.
Preguntas frecuentes (FAQ)
No existe un periodo único; ISO 14644-2 pide un plan de monitoreo basado en riesgo que determine frecuencia y alcance de verificaciones, combinando monitoreo continuo y ensayos periódicos.
El Anexo 1 espera evidencia de patrones de flujo adecuados, especialmente en zonas críticas (grado A/B). La visualización con humo es una buena práctica para demostrarlo.
Ambos; los no viables son leading indicators de comportamiento del sistema; los viables confirman riesgo microbiológico. El Anexo 1 pide estrategia integrada dentro de la CCS.
Aplica ISO 14644-16: define modos con setpoints reducidos y verifica recuperación (tiempo/partículas) antes de producción; documenta criterios de retorno a condición.
La FDA Guidance subraya que el control aséptico depende de personal calificado, procedimientos escritos, gowning y monitoreo ambiental con registros íntegros.